شیشه ها و شیشه سرامیکها - مقدمه در سال های اخیر شیشه سرامیک ها مورد توجه خاصی قرار گرفته اند. این نوع مواد دارای مزایای بیشتری نسبت به سرامیک ها و شیشه ها هستند. بطور معمول می توان فرایند شیشه سرامیک ها را به صورت تبلور کنترل شده و هدفمند شیشه تعریف نمود بطوری که بلورهای همگن به خوبی و یکنواخت در شیشه پخش شده باشد. هدفمندی و کنترل در تبلور بدین معنی است که اولا از مقادیر لازم جوانه زاهای مناسب استفاده کنیم و هم اینکه برنامه عملیات حرارتی خاصی بکار گرفته شود. در ابتدای ورود به بحث شیشه سرامیک مباحث اصول و مفاهیم علم شیشه را یادآوری می کنیم1 مذاب از نقطهA سرد می شود و طبق قوانین ترمودینامیک، مذاب به صورت طبیعی مسیر ABCD را بر می گزیند و با طی این مسیر در زیر دمای Tfکه دمای انجماد است،
به یک جامد بلوری تبدیل می شود. اما در واقعیت همه مواد این مسیر را طی نمی کنند و گاهی اوقات با طی مسیر ABE پیش می روند. مایع بدون این که انجماد حاصل کند تا نقطه E پیش می رود و مرتبا از سیالیت آن کاسته می شود. همانطور که در شکل ملاحظه می کنید، در حد فاصل B تا E اصطلاحا به مذاب Super cooled liquid اطلاق می شود. در نقطه E تغییر شیب محسوسی در منحنی حاصل می شود و عملا از این نقطه به بعد مایع صلب شده واین در حالی است که انجماد به مفهوم علمی خودش رخ نداده است. این است که شیشه را جامد مجازی می نامند. البته به هر حال آن چه پس از نقطه E وجود دارد، جامد محسوب می شود زیرا می دانیم جامد یک تعریف علمی دارد و آن رسیدن به حالتی است که شکل و حجم ماده ثابت بماند. این حالت در ویسکوزیته بالاتر 1013 پواز در شیشه حاصل می شود که همان دمای Tg یا انتقال به حالت شیشه ای است1[. تبلور بصورت یک آرزو در نهاد هر شیشه قرار دارد ولی ما مسیر ایده آل ترمودینامیکی را از مذابی که تمایل به تبلور و انجماد دارد می گیریم و به اجبار آن را به مسیر شیشه شدن هدایت می کنیم اما به تعبیر ساده بایدگفت که یک شیشه برای حصول به آرمان خویش همیشه در انتظار فرصت است. این فرصت یک فرصت کنیتیکی است و اگر فراهم گردد هر شیشه ای متبلور می شود. البته شاید در بعضی از سیستم های شیشه ای عمل تبلور به سختی انجام گیرد ولی بهر حال هر شیشه ای در صورت فراهم آمدن شرایط مناسب متبلور خواهدشد. عموما اگر در شیشه ای تبلور حاصل شود این یک نقص برای شیشه به حساب می آید اما علم بشر امروز این عیب را به حسن تبدیل کرده است و آن را به خدمت خود درآورده است. لازم بذکر است که در بسیاری موارد اصولا سرد کردن یک مذاب به گونه ای که هیچ تبلوری در آن رخ ندهد ممکن نیست و محصول تا حدی متبلور می شود]1[.
در بحث شیشه سرامیک ها تبلور شیشه به صورت کنترل شده و آن طور که مد نظر است ماست رخ می دهد و نه بهر صورتی که خود شیشه متبلور شود. حد تبلور متغیر است ولی عموما در شیشه سرامیک ها از 50 تا 100 درصد فاز بلوری وجود دارد]1[.
نقاط قوت صنعت شیشه نسبت به سرامیک:
· توانایی استفاده از روش های بسیار متنوع، سریع و اقتصادی شکل دهی شیشه ها نسبت به روش های بعضا پیچیده تر، آهسته تر و غیر اقتصادی تر در صنعت سرامیک. برای مثال می دانیم فرایند ساخت تیغه های نازک، الیاف و ... در صنعت شیشه بسیار اقتصادی تر و آسان تر نسبت به صتعت سرامیک انجام می گیرند. · اتوماسیون بالا
· امکان بازیافت بیشتر در خط تولید شیشه نسبت به خط تولید سرامیک ها · قابلیت کنترل بسیار دقیق نوع و مورفولوژی فازهای رسوب کننده و ریزساختار مربوطه در مرحله تبلور شیشه سرامیک ها.برای یک تبلور موفق به جوانه های اولیه زیادی احتیاج داریم. (مرحله a) در مرحله (b) رشد انجام می شود و در مرحله (c) همزمان با بهم رسیدن دانه های رشد کرده، توقف تبلور را داریم. همانطور که ملاحظه می شود مقداری فاز شیشه باقی مانده وجود دارد]1[. در تکمیل مبحث تبلور کنترل شده در شیشه سرامیک ها به شکل شماره (1-3) توجه می کنیم.
این شکل تبلور یک شیشه را بدون حضور جوانه زا و بدون عملیات حرارتی کنترل نشان می دهد. مشاهده می شود که بعلت حضور مواضع مناسب تر جوانه زنی در سطح (که همواره وجود دارد)، تبلور از سطح شروع می شود که بلور های درشت و جهت دار مشخصه این فرایند هستند. در این فرایند احتمال افت استحکام و تغییر شکل نمونه نیز وجود دارد. در ریز ساختارهای شکل (1-4) و (1-5) دو سیستم شیشه ای که در اولی جوانه زنی به همراه رشد مختصر و در دومی رشد کافی رخ داده است ملاحظه می کنیم.
1-2- تاریخچه شیشه سرامیک ها برای اولین بار در سال 1739 میلادی یک شیمیدان فرانسوی به نام Reamur به این فکر افتاد که بطری های شیشه ای را متبلورکند (با قرار دادن آن ها در بستری از گچ و ماسه و حرارت دادن آن ها) اما او تجربه موفقی نداشت زیرا بطری ها دچار افت استحکام و تغییر شکل شدند. پس از Reamur نیز تا 220 سال یعنی تا سال 1959 میلادی ضاهرا گزارش ثبت شده ای در جهت تکرار و اصلاح آزمایش به خطا رفته او وجود ندارد. امادر این سال بود که در ایالات متحده آمریکا فردی به نام Stookey برای اولین بار در سیستم SiO2-Al2O3-Li2O شیشه سرامیک ساخت. این محصول چندسال بعدتوسط کمپانی Corning بصورت ظروف شوک پذیر یعنی ظروفی که قابلیت تحمل شعله مستقیم را داشتند، به بازار آمد. اما بر خلاف وقفه چندساله در این مسیر در سال های اخیر سیر تحول شیشه سرامیک ها تحولات شگرفی را پشت سر گذاشته است]1[. از مهمترین سیستم های شیشه سرامیکی معروف به سیستم های SiO2-Al2O3-Li2O، SiO2-Al2O3-MgO (ZnO)، SiO2-Al2O3-CaO (MgO)، SiO2-Al2O3-CaO-MgO-R2O-F و SiO2-CaO-MgO-P2O5 و سایر سیستم های شیشه سرامیکی می توان اشاره نمود. در ادامه با توجه به موضوع پروژه سیستم CAS و CMAS مورد بررسی قرار می گیرند.
1-3- معرفی سیستم و SiO2-Al2O3-CaO-MgO
جوانه زاهای مؤثر در این سیستم Cr2O3 و سولفیدهای آهن و منگنر هستند. فازهای بلورین مهمی که در این سیستم متبلور می شوند ولاستونیت، آنورتیت و دایوپساید هستند]1[. مقاومت سایش، مقاومت خوردگی و استحکام بالای محصولات شیشه سرامیکی این سیستم را برای کاربردهای زیر مناسب قرار داده است: مصالح ساختمانی با استحکام بالا، سنگ نما، پوشش های کف و پوشش های مقاوم در برابر خوردگی و سایش. این محصولات از سال ها پیش در شوروی سابق تولید می شد و بکار بردن آن در محیط های پرترددی مثل فرودگاه ها، قابلیت های فوق الذکر را به اثبات رسانده است طوری که در شرایط کاری مذکور عمر مفیدی در حدود 50 سال می توانند داشته باشند]1[. نکته بسیار مهم در بحث این سیستم این است که می توان از ضایعات صنعتی مثل سرباره ها یا ازمواد طبیعی مثل بازالت ها و کلا موادی که در طبیعت به وفور یافت می شود ولی کم کاربرد هستند محصولات این سیستم را ساخت.
SiO2-Al2O3-CaO (MgO) ]1[ 1-4- سیستم های شیشه سرامیکی برای کاربردهای نوین
1-4-1- شیشه سرامیک های مغناطیسی سیستم Fe2O3-B2O3- BaO فازهای بلوری مهم: باریم هگزا فریت، فریت های گارنتی و اسپینلی کاربردهای مدنظر: کاربردهای متنوع مغناطیسی بصورت پودر یا قطعات یکپارچه در صنایع الکتریکی و الکترونیک و پزشکی]1[. 1-4-2- شیشه سرامیک های نوع پروسکایت در سیستم PbO(BaO)-TiO2-Al2O3-SiO2(BaO)-Na2O-Nb2O5 فازهای بلوری مهم: تیتانات باریم یا سرب، نایوبات سدیم. خواص قابل توجه: ثابت دی الکتریک بسیار بالا و بعضا همراه با شفافیت. کاربردهای مهم مد نظر:کاربردهای خازنی به عنوان دی الکتریک به صورت لایه ضخیم، کاربردهای اپتوالکترونیکی]1[.
1-5- سایر کاربردهای مهم آینده برای شیشه سرامیک ها
1-5-1- شیشه سرامیک های متخلخل کاربردها: الک های مولکولی، *****ها و پایه کاتالیست ها، کاربردهای متنوع پزشکی 1-5-2- حسگرهای شیشه سرامیکی کاربردها: اندازه گیری رطوبت، غلظت سنجی بعضی گازها، حسگرهای پیزو الکتریک 1-5-3- شیشه سرامیک ها جهت دفن زباله های هسته ای 1-5-4- شیشه سرامیک های نانو ساختار کاربردها: شیشه سرامیک های شفاف با کاربردهای اپتیکی و اپتو الکتریکی و شیشه سرامیک های پزشکی
1-6- خواص و کاربردهای شیشه سرامیک ها مقدار و نوع فازهای بلورین و ریز ساختار، ابعاد و شکل ذرات بلوری، طرز آرایش آنها، مقدار تخلخل و… تعیین کننده ویژگیهای نهایی قطعه خواهد بود]1[. به دلیل دارا بودن مزایایی مانند چگالی کم، مقاومت شیمیایی خوب، مقاومت الکتریکی بالا، استحکام مکانیکی بالا و ضریب انبساط حرارتی بسیار پایین و حتی منفی و… امروزه شیشه سرامیکها، کاربردهای بسیار متنوع و فراوانی یافتهاند. محصولاتی مانند ظروف شوکپذیر آشپزخانه، کاشیها و سنگهای ساختمانی، مقرههای الکتریکی، لولهها و پوششهای مقاوم در برابر خوردگی، قطعات الکترونیکی و اپتیکی، دماغههای موشک، آیینههای تلسکوپ و بسیاری از فرآوردههای دیگر میتوانند با استفاده از فرایند ساخت شیشه سرامیکها تولید شوند.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 20:57 توسط مهندس ایمان رستگار
|
تكنولوژي توليد سنگ مصنوعي از سال 1960 در ايتاليا پديد آمد و در همان دهه اولين كارخانه توليد سنگ مصنوعي در اين كشور شروع به فعاليت كرد. ايده پديد آمدن سنگ مصنوعي از آنجا شكل گرفت كه طراحان و آرشيتكتها بهمنظور هر چه زيباتر كردن و چشمنوازتر كردن فضاها اعم از فضاهاي دروني و بيروني ساختمانها و كفپوشها و محوطهسازيهاي بيروني نياز به سنگهايي با فاكتورهاي مورد نظر خويش را احساس ميكردند بهعلاوه پيشرفت صنعت ساختمان و سليقههاي مختلف اين نياز را بيان ميكرد كه سنگهايي با طرحهاي مختلف و فاكتورهاي فيزيكي و مكانيكي، كيفيت بالا و قيمت مناسب بايد در دسترس باشد. بدين ترتيب با رشد جميعت جهان و متفاوت شدن سليقهها سنگهاي طبيعي پاسخگوي اين نياز انساني و سليقهاي نبودند. لذا تركيبات مواد براي ساخت سيماي جديد با زيبايي خاص و نماي يكدست و بدون تغيير در رنگ و طرح به كار گرفته شد. گرچه مواد اوليه توليد سنگهاي مصنوعي از اجزاي سنگهاي طبيعي تهيه ميشود ولي امكان تعيين رنگ و طرح مورد نظر با افزودن رنگدانهها و بهكار بردن جنسهاي مختلف در سنگهاي مصنوعي وجود دارد. امكان بهكارگيري اجزاي مختلف از جمله قطعات فلزي، دانههاي فسيلي، قطعات سنگهاي قيمتي در ساختار سنگ مصنوعي سبب هر چه زيباتر شدن و منحصر به فرد شدن طرحها ومدلهاي سنگ مصنوعي است. همچنين سطوح مختلفي براي سنگهاي مصنوعي ميتوان ايجاد كرد.
1) سنگ مصنوعي چيست؟
سنگهاي مصنوعي از تركيب مجدد سنگهاي طبيعي با مواد افزاينده ديگر بهدست ميآيند كه به آنها وزن كمتري داده و در نتيجه نصب آنها سريعتر ميشود. براي آنكه بدانيم سنگهاي مصنوعي از چه چيز ساخته شدهاند به اختصار ميتوان گفت كه اين سنگها از تركيب سيمان، رسها، آگرگاتهاي سنگهاي ضايعاتي و خاكهاي سبك وزن ساخته ميشوند. مواد بهكار رفته در اين سنگها تماما كيفيتي مبتني بر ملاحظات محيطي و انساني دارند. رنگدانههاي اكسيد آهن رنگ مورد نظر را به اين سنگها ميدهد. تركيبي كه از اين راه بهدست ميآيد در قالبهايي ريخته ميشود كه داراي نقش و نگارهاي سنگهاي طبيعي هستند و به اين سنگها سيمايي كاملا طبيعي ميدهد. از نظر قيمت، سنگهاي مصنوعي به مراتب قيمتي كمتر از سنگهاي طبيعي دارند، چرا كه كارهاي دشواري كه روي سنگ طبيعي براي رساندن آن به بازار و قابل استفاده كردن آن انجام ميشود در مورد سنگهاي مصنوعي غيرضروري مينمايد و داراي وزني كمتر و ضخامتي كوچكتر هستند كه به ما اين اجازه را ميدهد كه سه برابر سنگهاي طبيعي بتوانيم آنها را بهكار گيريم. علاوه بر اينها مقاومت ساختاري آنها در فنداسيونهاي خاص توانايي تحمل بارهاي زياد را به آنها ميدهد. سنگهاي مصنوعي در واحد مترمربعي براي قطعات تخت به فروش ميرسند و بستهبندي آنها در جعبههاي چوبي دستي انجام ميشود.
وزن سنگهاي مصنوعي بسته به مدل آنها مختلف است و در رنج 15 كيلوگرم بر مترمربع در قطعات كوچك تا 37 كيلوگرم بر مترمربع در مدلهاي بزرگ قرارميگيرد. رنگ سنگهاي مصنوعي در گذر زمان از بين نميرود چرا كه رنگ اين سنگها بخشي از ساختار سنگ شده و در زماني كه سنگ در حال قالبگيري بوده، ثابت شده است. تجربيات كاري نشان داده است كه تغيير قابل مشاهدهاي در رنگ اين سنگها حتي پس از گذر زمانهاي طولاني و تحت شرايط آب و هوايي مختلف مثل تغييرات فصلي و بدي آب و هوا ايجاد نشده است. بهمنظور ايجاد تكرار در شكلهاي سنگ مصنوعي، هر مدل به تنهايي با استفاده از صدها مدل متفاوت ساخته شده است. بهعلاوه بهمنظور تقويت تفاوتها (كه هيچ قطعهاي شبيه قطعه ديگر درنيايد) توجه ويژهاي به رنگآميزي شده است. سايهها و ضدسايهها بهطور خاصي تركيب شدهاند كه بر اين اساس پس از كاربري سنگ مصنوعي تفاوتي با سنگ طبيعي كه از آن ساخته شده نخواهد داشت، چون سنگ مصنوعي يك محصول سيماني است، داراي عمر مفيدي است كه ديگر محصولات ساخته شده از سيمان هم دارند و براي كارهاي خارجي ساختمان مناسب است. معمولا سازندهها اين عمر مفيد را تامين ميكنند.
سنگهاي مصنوعي بهعلت داشتن قابليت تحمل گرمايي ميتوانند در ساخت فضاي خارجي شومينهها نيز مورد استفاده قرار گيرند. از آنجايي كه مواد سازنده اين سنگها داراي درصدي رس است، آنها را در مواجهه با گرما مناسب ساخته است. بهطور طبيعي اين سنگها بايد با ملاتها يا چسبها بهكار گرفته شوند.
2) تكنولوژي ساخت سنگ مصنوعي
موادي كه براي خط توليد سنگهاي مصنوعي بهكار ميروند طوري انتخاب ميشوند كه براي كارهاي داخلي و خارجي ساختمان چه در كف و چه در نما ايدهآل باشد. تكنولوژي تركيبي ويبره ـ پرس و نيز بهكار بردن مواد طبيعي سنگ در تركيب آن از جمله مرمرها، سنگهاي كلسيتي، گرانيتها، و سنگهاي سيليسي بههمراه سيمان و مقدار كمي آب خواصي به سنگ ميدهد كه 75 درصد كيفيت خواص سنگ طبيعي را دارا باشد. محصولات استاندارد آنهايي هستند كه پس از توليد آماده نصب بوده و پارامترهاي آنها تكميل و ضخامت آنها كاليبره شده باشد و لبههايش نيز ابزار خورده باشد. سنگهاي طبيعي امروزه در مقابل فشار، نور، اشعه ماوراي بنفش و ناملايمات جوي بهصورت بسيار كاملي مقاوم هستند، بهعلاوه محصولاتي هستند با نياز به نگهداري كم و ميتوانند پس از نصب بارها ساب خورده و صددرصد مانند سنگ طبيعي رفتار كنند. از ديگر خصوصيات اين سنگها ميتوان به تك لايه بودن آنها اشاره كرد كه در محيط خلأ فشرده و ويبره ميشوند و تركيب آنها شامل درصد بالايي از دانههاي بهم پيوسته از تركيب آگرگاتهاي سنگ طبيعي است مانند مرمر، گرانيت، كوارتز، پروفيري، ديوريت، كه با سيمان پرتلند 25/5 كلاس يك به هم ميچسبند. ميزان آب ـ سيمان در حدود 5 و 30 است. پانلها درجهبندي شده، تخت و در قسمتهاي لبه همانگونه كه ما بخواهيم پخ خورده و طبق تلورانسهاي ديمانسيوني بوده و از لحاظ عكسالعمل در برابر آتش در كلاس 5 هستند ـ رنگ آنها چه در برابر نور طبيعي و چه در مقابل نور ماوراي بنفش تغيير نكرده و مات نميشود.
تكنولوژي توليد سنگ مصنوعي با بهكارگيري حداكثر مواد طبيعي و تركيب افزودنيهاي مدرن شيميايي اين اجازه را به ما ميدهد تا محصولات را طبق سفارش و خصوصيت مورد نظر مصرفكننده توليد كنيم. به همين ترتيب قدرت دكورسازي هر مكان داخلي يا خارجي ساختمان را با حداقل زمان و كمترين هزينه ميتوانيم به انجام برسانيم، با اين مزيت كه زيبايي طبيعي مواد را حفظ كردهايم. ساختارها، رنگها و الگوهاي بسيار متنوع و طبيعي اين محصولات از نظر طراحان و ساختمانسازان جالب و مورد توجه است. طبيعي بودن مواد بهكار رفته هرگونه نياز به افزودنيهاي خارجي جهت نگهداري از آنها را مرتفع ساخته است. همچنين آساني در نصب و استفاده نيز از ديگر ويژگيهاي اين سنگها است. تكنولوژي توليد اين محصولات با تركيب سيمانهاي كيفيت بالا، عمر مفيد استفاده از محصولات را تا 30 سال تضمين ميكند. همچنين مزايايي از قبيل ضديخ بودن، ضدصدا بودن، ضدآتش و جاذب انرژي بودن از ديگر خصوصيات سنگهاي مصنوعي است.
از ديگر اطلاعات تكنولوژيك ميتوان به ضخامت اين سنگها اشاره كرد. اين سنگها از رنج سه چهارم تا 5/2 اينچ توليد ميشوند و ميانگين ضخامت آنها معمولا 5/1 اينچ است. بنابراين محدوديت برش در اين سنگها وجود ندارد و به هر ضخامت مورد نظري ميتوانند قالبگيري شوند. به همين ترتيب وزن اين محصولات بين 8 تا 10 پوند در هر فوت مربع متغير است. رنگ سنگهاي طبيعي از رنگدانههاي اكسيد آهن تامين ميشود. تكنولوژي رنگ كردن شامل دوپروسه است. رنگ زمينه به هر سنگ افزوده ميشود از طريق پاشيدن تركيب مخصوص حاوي رنگهاي اكسيد آهن قبل از اينكه سنگ قالبگيري شود و سپس رنگ نماي سنگ روي آن پاشيده ميشود. بدين ترتيب تغيير رنگي در سنگ در طول ساليان و در مواجهه با آب و هواي مختلف ايجاد نخواهد شد.
از نظر دوام سنگهاي مصنوعي ميتوان به مقاومت فشاري آنها تا 4000 psi اشاره كرد. تستهاي آزمايشگاهي مخصوص نشان داده كه هيچگونه تخريب يا تغييري در ساختار سنگ پس از 30 روز شرايط تحت انجماد بين 0 تا 5 درجه فارنهايت و سپس چرخهاي بين 70 تا 75 درجه فارنهايت رخ نداده است.
3) تعاريف سنگ مصنوعي
سنگهاي مصنوعي يا تركيبات سنگي داراي، چگالي بالايي هستند كه تحت خلأ فابريك شده و تركيبي ازمواد سنگي طبيعي مختلف با يكديگر بهوسيله چسبهاي ساختاري هستند. وزن تركيبات سنگ بين 91 تا 96 درصد وزن كل سنگ را تشكيل ميدهد. وزن مخصوص آگرگاتها 2700 است.
بسته به طبيعت مواد بهكار رفته در سنگ در هر تركيب، سنگهاي مصنوعي ميتوانند به طريق زير تعريف شوند:
ـ سنگهاي مرمريتي: كه حاوي سنگ مرمر و ديگر سنگهاي آهكي است.
ـ سنگهاي گرانيتي: كه تركيبي از كوارتز، كوارتزيت، سيليكا، گرانيت، پروفيري و ديگر سنگهاي سيليكاته هستند.
ديگر مواد سنگي مانند اسليت، دولوميت، سرپانتين و غيره نيز ميتوانند مورد استفاده قرار گيرند. انتخاب مواد سنگي بستگي به سيماي نهايي محصول توليد شده دارد.
3-1) تکنولوژي سنگ مصنوعي
سيستم توليد سنگ مصنوعي داراي تكنولوژي انحصاري است كه فشردهسازي تحت شرايط خلأ و ايجاد فشار و لرزش است كه اين امكان را ميدهد تا با تركيبات خشك مواد مخلوط شده شكل گرفته و به سنگ تركيبي با كيفيت بسيار بالايي تبديل شود. سنگ مصنوعي ميتواند مستقيما به اسلبهايي با ابعاد و ضخامتهاي متفاوت تبديل شود و يا به بلوكهايي با مكعبهايي مختلف كه بعدا بريده شده و به ضخامتهاي متفاوت درآيد.
مشخصات عمده در پروسه توليد سنگ مصنوعي عبارتند از:
ـ امكان استفاده از مقدار صحيح تركيبات در مخلوط براي فشردهسازي.
ـ عدم وجود هوا در تركيبات فشرده شده در خلال فاز فشردهسازي.
ـ عمليات تركيبي فشردهسازي و ويبره مواد تحت شرايط خلأ.
3-2) سيستم و تركيبات مخلوط
مخلوط حاوي آگرگاتهاي سنگ است كه توسط مواد چسبنده به هم ميچسبند. تركيبات مواد چسبنده بايد به مقدار مناسب بهكار گرفته شود. به همين ترتيب مقدار بهينهاي بين مواد چسبنده و آگرگاتها وجود خواهد داشت. در چسبانندههاي رزيني، مقدار بهينه توسط مقادير رزين مورد نياز براي اتصال دادن مقادير اجزاي موجود در مخلوط تعيين ميشود. مواد رزيني اين امكان را مييابند كه با دانههاي پودر مينرال با نرخ حجمي 57/43 تركيب شوند.
در تركيب، مواد و آگرگاتهاي داراي وزن مخصوص به خود هستند. مواد رزيني داراي وزن كمتري بوده و درتعامل با آگرگاتها اين اجازه را ميدهد تا در نقطه بهينه منحني دانهبندي قرارگيرند. براي مثال سنگهايي كه با آگرگاتهاي يك درصد تا 4 ميليمتر ساخته ميشوند، نرخ مواد سنگ آنها ميتواند 16/0 باشد.
بهعنوان يك قانون، مخلوطهايي كه با اين نرخ تركيبي ساخته ميشوند بايد خشك، غيرسيال و بيمرز باشند كه اين دشواري استفاده از ماشينآلات معمولي را به همراه خواهد داشت.
فشردهسازي كامل اين مخلوط خشك بهترين كيفيت را براي محصول نهايي ما ايجاد خواهد كرد .
3-3) كيفيت محصول سنگ مصنوعي
عمليات مخلوطسازي تحت خلاء همراه با فشار و ويبره، براي آگرگاتها اين امكان را ميدهد كه بسيار نزديك بههم قرار گرفته و بهترين آرايش مواد جامد مخلوط را داشته باشند. بنابراين مقدار مواد چسباننده كه آگرگاتها را دربرميگيرد بسيار كاهش مييابد و اين عاملي است كه مشخصات تكنيكي سنگ را بهبود ميبخشد. فرآيند فشردهسازي تحت خلأ هرگونه فضاي ماكروسكوپي در مخلوط را به فضاي ميكروسكوپي كه توسط چسبانندهها پر خواهد شد تبديل ميكند و جذب آب را به 2 درصد وزني كاهش ميدهد. مقادير و اندازههاي درستي كه در تركيب مواد رعايت ميشود از هرگونه جدايش و تركهاي ريز احتمالي موجود در سنگ جلوگيري ميكند. سيستم توليد سنگهاي مصنوعي اين امكان را ميدهد تا سنگهاي آذرين همگن ايزوتروپ ثابتي از لحاظ فيزيكي و سيماهاي مكانيكي داشته باشند. اين سنگها ميتوانند مقاومت ساختاري بيش از 60 را داشته باشند.
3-4) مواد خام موجود در تركيب سنگها
مواد خام اصلي كه در تركيب سنگ مصنوعي بهكار ميرود عبارتند از:
مواد سنگي هستند كه با عوامل چسبنده مخلوط شده و مخلوطي را ميسازند كه كاملا فشرده ميشود.
آگرگاتها ممكن است آهكي باشند مانند مرمريت، دولوميت، و ديگر سنگهاي آهكي يا سيليكاته باشند مانند گرانيت، پرفيري، كوارتز، بازالت، ماسههاي سيليكاتي، كوارتزيت و غيره. آگرگاتها معمولا به شكل دانههاي ماسه در اندازههاي مختلف بهكار برده ميشوند. آگرگاتها ممكن است از خردايش قطعات بزرگتر سنگي و يا از روسوبات ماسهاي بهطور مستقيم بهدست آيند. انتخاب طبيعت، اندازه و دانهبندي آنها بستگي به سيماي سنگ و مشخصات فيزيكي و مكانيكي محصول دارد.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 20:55 توسط مهندس ایمان رستگار
|
دكتر زيمرمان، مدير شركت CeramTec، يكي از توليدكنندگان پيشرو در زمينه سراميكهاي تخصصي در دنيا، اظهار داشت كه بهطور كلي در طي چند سال آينده بخش سراميكهاي تخصصي داراي يك پتانسيل رشد 6 تا 8 درصدي خواهد بود.
بايد منتظر ماند و ديد كه آيا بازار ميتواند در اين حد رشد داشته باشد و ديگر كارشناسان آن را 3 الي 4 درصد پيشبيني ميكنند كه آن نيز ميتواند چشم انداز خوبي در شرايط كنوني اقتصادي باشد.
علاوه بر اين دكتر زيمرمان پيشنهاد ميكند كه زمينههاي رشد ويژه شامل سراميكهاي زير لايهاي كيفي براي صنايع الكترونيك، پيزو الكترونيك و قطعات مخصوص با كاربردهايي در صنايع خودروسازي است.
امروزه نسلهاي جديدي از مواد كشف شدهاند. آقاي پروفسور بيللي اشارهاي به ساختمان سراميكي 5/5 ميليون پوندي در كالج سلطنتي انگليس كرد، كه تحقيقاتي در زمينه كاربيدها، بريدها و نيتريدهاي مختلف انجام داده كه غالبا غيراكسيدي هستند و بسيار جالب توجه بوده و علاقه زيادي به توليد آنها وجود دارد.
تحقيقات عمده اين مركز شامل فرايند كامپوزيتها و غيراكسيدها در درجه حرارتهاي فوقالعاده بالا و سراميكهاي غيراكسيدي سخت، پوششهاي نازك و اندودكاري، سراميكهاي متخلخل با شبكه منفذي قابل كنترل است
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 20:50 توسط مهندس ایمان رستگار
|
مواد معدني استفاده شده در سراميكهاي تخصصي از نظر توليد بسيار پرهزينه هستند، اما اين موضوع در مقابل درآمد حاصل از تقليل هزينه و خصوصيات بسيار كارامد ارائه شده توسط مواد تشكيلدهنده اين سراميكها بي اهميت است.
اين مواد عبارتند از:
• اكسيد آلومينيوم با خلوص بالا
• اكسيد زيركونيوم با خلوص بالا
• كاربيد سيليسيوم
• كاربيد بور و نيتريد كربن
آلومينا
اكسيدهاي آلومينيوم بالاتر يكي از مهمترين ويژگيهاي سراميكهاي تخصصي صنعتي است و توليدكنندگان آلومينا در جستوجوي توسعه سريع بازار مصرف توليدات خود هستند به نحوي كه محصولات بهطور مستمر گسترش مييابند تا پاسخگوي نياز مشتريان باشند.
سراميكهاي با اكسيد آلومينيوم بالا خواصي از قبيل استحكام بالا، مقاومت در برابر ضربه و سختي را از خود به نمايش ميگذارند و همچنين اين مواد داراي مقاومت حرارتي بسيار بالايي نيز هستند.
يكي از بزرگترين بازارهاي آلومينا، سراميكهاي مقاوم در برابر سايش و ابزار برشي هستند كه بالغ بر حدود 35 تا 40 درصد از مقدار كل مصرف را به خود اختصاص ميدهند. اين بازار در حدود 60 تا 70 هزار تن در سال در ايالات متحده و همان مقدار در اروپا برآورد ميشود.
پيشبيني ميشود كه اين روند رو به رشد با نرخ 3 تا 4 درصد در هر سال ادامه يابد. قطعات سراميكي سايشي داراي كاربرد وسيعي در بازار شامل ورقهاي سايشي، ورقهاي تخليه، نازلها، قطعات سوپاپها يا دريچهها، قطعات پمپها و ديگر اقلام مقاوم در برابر سايش است.
بازار سراميكهاي الكتريكي (عايقها و شمعها) از ديگر بازارهاي مهم براي اين مواد هستند. در حقيقت سراميكهاي عايق موجود در شمعها محتوي 85 تا 90 درصد آلومينا هستند و از اين رو يك بازار بزرگ براي اكسيد آلومينيوم تصفيه شده در سراميكهاي تخصصي بهشمار ميآيند. البته بازار براي شمعهاي سراميكي نيز با سرمايههاي صنايع خودروسازي پيوند خورده است.
از ديگر كاربردهاي الكتريكي سنتي براي مصرف آلوميناي تصفيه شده، عايقهاي مقاوم در برابر ولتاژهاي بسيار بالا براي خطوط انتقال برق و نيروگاهها است. اين كاربردها ناشي از خواص دي الكتريك عالي آلوميناي با كربنات كلسيم پايين و واكنش پذيري بالا است.
اما بازار براي اكسيد آلومينيوم در عايقهاي سراميكي رو به كاهش است. نه تنها آلومينا ميتواند جايگزين ديگر مواد در عايقهاي سراميكي شود، بلكه بهطور كلي عايقهاي سراميكي منسوخ شدهاند و بهتدريج جاي خود را به كامپوزيتهاي مواد پليمري بخشيدهاند. يكي از دلايل بالا اين است كه آلومينا توانسته است زمينه را براي جايگزيني كوارتز در عايقهاي رزيني كه داراي وزن كمتري در مقايسه با عايقهاي سراميكي سنتي هستند، فراهم نمايد.
همچنين نظر به اين كه زير لايههاي اكسيد آلومينيوم داراي مقاومت حرارتي بالاتري نسبت به لايههاي پلاستيكي هستند از اين رو آلومينا در كاربردهاي الكترونيكي بهعنوان يك زير لايه سراميكي براي قطعات استفاده ميشود. هرچند افزايش كوچك سازي محصولات الكترونيكي منتج به كاهش سطح مورد نياز ميشود.
كاربر آلوميناي در حدود 20 تا 30 درصد بيش از ديگر كاربردها از قبيل جايگزيني مفاصل، كاتاليزورهاي خودرو، *****ها، تسليحات نظامي و ابزار برش است.
زيركونيا
اكسيد زيركونيوم در بسياري از كاربردهاي سراميكهاي تخصصي استفاده ميشود و بازار مصرف كلي آن سالانه در حدود 12 تا 15 هزار تن برآورد ميشود. بزرگترين بازار آن براي پوششهاي سراميكي است كه كل مصرف اروپا و ايالات متحده تا اواخر سال 2008 ميلادي در حدود 3 تا 4 هزار تن در سال بود. اين امر نشاندهنده رشد قابل توجه مصرف اين ماده در طي دهه گذشته است.
همچنين در حال حاضر كاتاليزورهاي خودرو يكي از بازارهاي مصرف مهم براي زيركونيا محسوب ميشوند، بهطوري كه طراحي موتور و نيازهاي محيطي كاربرد كاتاليزورها را افزايش دادهاند.
در زمينه پيزو الكتريك، محصولات با قيمتي كمتر در كشورهاي چين، هند و جنوب شرقي آسيا توليد ميشوند كه به رشد مصرف زيركونيا در منطقه كمك كردهاند. رشد جديد بازار مصرف زيركونيا شامل پيلهاي سوختي و كاربردهاي جديد براي pzt، الكترونيك و پزشكي است.
بهطور تاريخي، كشور ژاپن همواره يكي از مهمترين بازارهاي مصرف براي اكسيد زيركونيوم با خلوص بالا براي توليد مواد الكترونيكي و حسگرها است، بهطوري كه در سال 2000 سراميكهاي خالص 50 درصد از بازار مصرف زيركونيا را به خود اختصاص دادند. امروزه تقاضا براي پودرهاي اكسيد زيركونيوم با خلوص بالا بهمنظور استفاده در حسگرهاي اكسيژن براي موتور خودروها و كورهها، پودرهاي دي الكتريك/pzt و همچنين سراميكهاي ساختماني دما بالا و استحكام بالا ،در سراسر آسيا و در واقع كل دنيا افزايش پيدا كرده است.
مصرف زيركونيا در ايمپلنتهاي دندانپزشكي بهطور فزايندهاي در حال افزايش است. در برخي موارد به دليل مقاومت بيشتر در برابر شكست و استحكام بالاي آلومينا، اكسيد آلومينيوم ترجيح داده ميشود. بهطور كلي بازار مصرف زيركونيا در اروپا و آمريكا در ايمپلنتهاي دندانپزشكي در حدود كمتر از 100 تن در سال برآورد ميشود. تاكنون بازار بسيار كمي براي مصرف زيركونيا در ايمپلنتهاي مفاصل وجود داشته اما، مصرف در اين زمينه منحصر به كشور ژاپن است و انتظار رشد اندكي ميرود.
كاربيد سيليسيوم
كاربيد سيليسيوم با ارزش بالا، بهطور فزايندهاي در سراميكهاي تخصصي استفاده ميشود و به مانند آلومينا، مقدار بسيار زيادي از توليد اين ماده در قطعات سايشي سراميكي و درزگيرها مصرف ميشود. بازارهاي مصرف جديد و در حال رشد اين ماده معدني شامل *****هاي داراي ذرات ريز در موتورهاي ديزلي و باطري قدرت زاي نوري هستند.
در حقيقت رشد جالب توجه بازار كاربيد سيليسيوم مصرف آن در *****هاي موتورهاي ديزلي است كه در سال 2007 در اروپا يك بازار مصرف 2 هزار تني در سال را به خود اختصاص داد و تا اواخر سال 2008 با نرخي برابر با 15 درصد در هر سال به رشد خود ادامه ميداد. در كشور ايالات متحده آمريكا، بازار مصرف بسيار كوچكتر است و احتمالا در حدود 500 تن در هر سال است، اما اينگونه به نظر ميآيد كه رشد آن سرعت بيشتري به خود بگيرد، چون مقررات محيطي محكمتري نيز وضع شدهاند. در سال در 2009 استفاده از *****هاي ذرهاي ديزلي در تمام خودروهاي ديزلي موجود در كشورهاي عضو اتحاديه اروپا الزامي خواهد شد.
همچنين ميزان فروش كاربيد سيليسيوم در بازار ديرگدازها در كورههاي كيلن با افزايش روبهرو خواهد شد. در حال حاضر اندكي از 4000 تن در سال كاربيد سيليسيوم در كشورهاي اروپايي و آمريكا در صنايع ديرگداز مورد استفاده قرار ميگيرد.
ميزان فروش كاربيد سيليسيوم در تسليحات نظامي در ايالات متحده بزرگترين بازار براي سراميكهاي نظامي در حدود 1000 تن در سال برآورد ميشود . در طي 4 سال گذشته رشد مصرف سريع تر شده، اما انتظار ميرود در حال حاضر با عرضه آن برابر شود.
كاربيد برم
پودر كاربيد برم يكي از عناصر سازنده كليدي در توليد تسليحات نظامي سراميكي سبك است و از اين رو اين مهمترين كاربرد اين ماده در صنعت سراميكهاي تخصصي است.
اگرچه در سه يا چهار سال گذشته فروش اين ماده با افزايش چشمگيري همراه بوده است، رشد آتي سريع اين ماده احتمالا بيصداتر خواهد بود. بازار مصرف كلي براي كاربيد برم در سراميكهاي نظامي در اروپا و آمريكا در حدود 1000 تن در سال تخمين زده ميشود.
نيتريد برم مكعبي (cbn) بهعنوان يك ماده ساينده گرانقيمت مورد استفاده قرار ميگيرد. مقدار كلي مصرف در اواخر سال 2008 در اروپا تنها بين 5 تا 10 تن در سال بود. پتانسيل رشد براي توليد cbn در صنايع اتومبيلسازي و كاربردهاي مهندسي مكانيك، براي استفاده در ماشينهاي آسياب با سرعت بالا در فولاد و سوپر آلياژها است.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 20:49 توسط مهندس ایمان رستگار
|
در حال حاضر در صنايع اتومبيلسازي بيش از 50 كاربرد متفاوت براي سراميكهاي تخصصي وجود دارد و اين كاربردها بهطور روزافزون در حال افزايش هستند. در طي 10 سال گذشته، خواص قدرتمند حرارتي، الكتريكي و شيميايي، سراميكها را بهطور فزايندهاي به يك جايگزين پردوام جذاب و ارزان قيمت به جاي فلزات مبدل كرده است.
سراميكهاي تخصصي داراي كاربردهايي براي كاهش سروصدا، كنترل حرارتي، *****اسيون و سايش در تمامي بخشهاي صنعت حمل و نقل از تراكتورها گرفته تا اتوبوسها و موتورسيكلت، هستند.
هم آلومينا (اكسيد آلومينيوم) و هم زيركونيا (اكسيد زيركونيوم) در دماهاي بالا يك استحكام مكانيكي بالا و پايداري ابعادي را از خود نشان ميدهند. سختي آلومينا اين ماده را به يك جايگزين ارزان به جاي فلزات بهعنوان درزگير در موتورهاي ديزلي به دليل اينكه بتونههاي فلزي پوششي سريعا پوسيده ميشدند و اكثر اوقات نياز به جايگزين داشتند، مبدل كرده است.
همچنين در حال حاضر، صفحات آلومينا در كاميونهاي سنگين براي كنترل سوپاپهاي هواي فشرده لازم جهت تنظيم سطح تعليق كابين، شاسي يا صندلي، مورد استفاده قرار ميگيرد.
در پمپهاب آب نيز، ياتاقانهاي سراميكي جانشين مناسبي براي ياتاقانهايي با محوري از جنس فولادهاي كربني شدهاند. ياتاقانهاي سراميكي در برابر تاثيرات سايشي ذرات موجود در آب مقاومت بيشتري را نشان داده و در نتيجه ضريب اطمينان را افزايش ميدهند. با توجه به كارگيري از اين سراميكها در دستگاههاي توربوشارژر و ياتاقانها، رشد استفاده از موتورهاي ديزلي بهويژه در بازار كاميون با افزايش مواجه شده است.
با توجه به نياز به كنترل مواد آلاينده خصوصاً توسط كاميونهاي سنگين، بازار سراميكهاي تخصصي در مبدلهاي كاتاليكي با رشد همراه بوده است. دكتر جان بريگز اظهار داشت كه كاربردهاي كاتاليزور در اگزوزهاي اتومبيلهايي با موتور ديزلي به رشد خود ادامه خواهد داد، چون در ظرف دو تا سه سال آينده در اروپا و ايالات متحده آمريكا مقررات جديد آلودگي هوا به كار گرفته ميشود.
هماكنون، در اروپا استفاده از *****هاي ذرات ريز و كاتاليزورهاي اكسيداسيون نسبت به ايالات متحده آمريكا رواج بيشتري پيدا كرده است. به هر حال يكي از زمينههاي رشد عمده در هر دو منطقه است و در آينده در ديگر مناطق نيز به اجرا در خواهد آمد.
نظر به اين كه در صنايع هوافضا، خواص پيزوالكتريك سراميكهاي PZT، در حسگرهاي سطحسنج اولتراسونيك در مخازن سوخت خودروها منجر به ارائه دقت بيشتر ميشود، از اين رو اين سراميكها جايگزين گيجهاي شناور متداول شدهاند.
سراميكهاي PZT نشان دادهاند كه در شرايط بد سوختي بسيار مقاوم هستند. همچنين پيزوسراميكها به شكل قوسهاي موجود در سيستمهاي صندليهاي راحت در مدلهاي پيشرفته خودرو بهكار گرفته ميشود كه با استفاده از دريچههايي ايجاد اثرات ماساژ ميكنند.
پيزوسراميكها همچنين در سيستمهاي كنترل فشار لاستيك اتومبيلها به كار گرفته ميشوند كه در ماه نوامبر سال 2006 در كشور ايالات متحده تبديل به يك استاندارد ايمني مجاز شد. سراميك در داخل لاستيك اتومبيل قرار ميگيرد و توانايي منحصر به فرد آن براي تبديل انرژي مكانيكي به انرژي الكتريكي بدين معني است كه هر وقت نيروي مكانيكي بر اثر حركت لاستيك بر روي زمين بر سراميك اعمال ميشود، سراميك از خود الكتريسيته ساطع ميكند كه بر روي مانيتور خودرو مشاهده ميشود.
طبق سخنان دكتر Zimmermann مديرعامل شركت CeramTec در سمينار اخير، در آينده كاربرد سراميكها در خودروهاي مدرن و پيشرفته افزايش خواهد يافت كه به سراميكهايي با كارآيي بالا در موتورهاي هيبريدي، باتريهاي سوختي (APU) و كامپوزيتهايي با زمينه فلزي ميتوان اشاره كرد.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 20:45 توسط مهندس ایمان رستگار
|
نزدیک 150 سال است که تکنیک شکل دهی قطعات سرامیکی از طریق ریختن دوغاب در یک قالب متخلخل انجام می شود. در ابتدا هنوز نقش روان کنندگی املاح سدیم مشخص نشده بود و لذا دوغابهایی که مورد استفاده قرار می گرفتند نزدیک 40 تا 60 درصد آب داشتند. در اوایل قرن نوزدهم استفاده از کربنات سدیم به منظور ساخت دوغابی با حداقل آب مورد توجه قرارگرفت.با کاهش میزان آب در دوغاب ریخته گری:معایبی از قبیل انقباض زیاد قطعات:ترکهای ناشی از فرایند خشک شدن و زمان زیاد برای تولید قطعه از بین خواهد رفت. ریخته گری دوغابی اساسا" به دو روش انجام میشود:ریخته گری باز و ریخته گری بسته. در روش ریخته گری باز که ضمنا" رایج ترین روش ریخته گری نیز هست : سوسپانسیون غلیظ به خوبی روان شده و داخل یک قالب گچی ریخته شده و شکل مورد نظر را به خود میگیرد.به دلیل جذب آب قالب گچی یک لایه تقریبا" متراکم از دوغاب مورد نظرتشکیل شده و مابقی دوغاب اضافی از قالب خارج میگردد و قطعه خام به دلیل انقباض جزیی که در آن به وجود می آید از قالب خارج میشود. در روش ریخته گری بسته:دوغاب آنقدر در داخل قالب گچی میماند تا تمام قسمت های داخلی آن اصطلاحا" ((میبندد)) و قطعه ای توپر به وجود می آید. عمده ترین امتیاز روش ریخته گری دوغابی نسبت به سایر روش های دیگر امکان شکل دهی قطعات بزرگ و پیچیده است در حالیکه شکل دهی چنین قطعاتی با روش های دیگر تولید تقریبا" غیر ممکن است. اما معایب روش ریخته گری مجموعا" بیشتر از مزایای آن است.از جمله معایب آن میتوان به زمان زیاد برای تولید:کیفیت کم در قطعه تولید شده: تلرانس ابعادی زیاد در قطعه تولید شده و ... را نام برد. در گام اول از توضیحات بالا میتوان فهمید که عوامل مختلفی در شکل گیری لایه ریخته گری شده نقش دارند.عواملی چون : دانسیته دوغاب، میزان آب موجود در دوغاب، میزان تخلخل در قالب گچی، زمان، فشار سیستم، آنالیز بدنه، دانه بندی دوغاب و ... ؛ حتی عوامل جزیی دیگری نظیر دمای سیستم، میزان رطوبت در قالب گچی، توزیع تخلخل در قالب گچی و... نیز در ضخامت لایه ریخته گری شده موثر هستند. برای فهم اساسی شکل گیری یک دوغاب سرامیکی ابتدا باید به تعامل بین ذرات رسی و آب اشاره کرد.به عبارت دیگر ابتا باید سیستم رس-آب مورد بررسی قرار گیرد. ذرات رسی به هنگام معلق شدن در آب ممکن است دو رفتار کاملا" متمایز از خود نشان دهند. با توجه به بار الکترو استاتیکی سطحشان: رس ها یا جذب یکدیگر شده و یا یکدیگر را دفع میکنند. به بیان واضح تر ذرات رس در محیط اسیدی یکدیگر را به صورت لبه به سطح جذب کرده که اصطلاحا" حالت ((فلکولاسیون)) در دوغاب به وجود می آید. یا اینکه در محیط قلیایی به صورت سطح به سطح یکدیگر را دفع میکنند و اصطلاحا"حالت ((دفلکولاسیون)) به وجود می آورند. در حالت فلکوله جاذبه لبه به سطح در ذرات باعث بالا رفتن ویسکوزیته دوغاب می شود و در حالت دفلکوله دافعه سطح به سطح ذرات باعث کاهش ویسکوزیته و روانی دوغاب رسی می شود.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 15:24 توسط مهندس ایمان رستگار
|
نزدیک 150 سال است که تکنیک شکل دهی قطعات سرامیکی از طریق ریختن دوغاب در یک قالب متخلخل انجام می شود. در ابتدا هنوز نقش روان کنندگی املاح سدیم مشخص نشده بود و لذا دوغابهایی که مورد استفاده قرار می گرفتند نزدیک 40 تا 60 درصد آب داشتند. در اوایل قرن نوزدهم استفاده از کربنات سدیم به منظور ساخت دوغابی با حداقل آب مورد توجه قرارگرفت.با کاهش میزان آب در دوغاب ریخته گری:معایبی از قبیل انقباض زیاد قطعات:ترکهای ناشی از فرایند خشک شدن و زمان زیاد برای تولید قطعه از بین خواهد رفت. ریخته گری دوغابی اساسا" به دو روش انجام میشود:ریخته گری باز و ریخته گری بسته. در روش ریخته گری باز که ضمنا" رایج ترین روش ریخته گری نیز هست : سوسپانسیون غلیظ به خوبی روان شده و داخل یک قالب گچی ریخته شده و شکل مورد نظر را به خود میگیرد.به دلیل جذب آب قالب گچی یک لایه تقریبا" متراکم از دوغاب مورد نظرتشکیل شده و مابقی دوغاب اضافی از قالب خارج میگردد و قطعه خام به دلیل انقباض جزیی که در آن به وجود می آید از قالب خارج میشود. در روش ریخته گری بسته:دوغاب آنقدر در داخل قالب گچی میماند تا تمام قسمت های داخلی آن اصطلاحا" ((میبندد)) و قطعه ای توپر به وجود می آید. عمده ترین امتیاز روش ریخته گری دوغابی نسبت به سایر روش های دیگر امکان شکل دهی قطعات بزرگ و پیچیده است در حالیکه شکل دهی چنین قطعاتی با روش های دیگر تولید تقریبا" غیر ممکن است. اما معایب روش ریخته گری مجموعا" بیشتر از مزایای آن است.از جمله معایب آن میتوان به زمان زیاد برای تولید:کیفیت کم در قطعه تولید شده: تلرانس ابعادی زیاد در قطعه تولید شده و ... را نام برد. در گام اول از توضیحات بالا میتوان فهمید که عوامل مختلفی در شکل گیری لایه ریخته گری شده نقش دارند.عواملی چون : دانسیته دوغاب، میزان آب موجود در دوغاب، میزان تخلخل در قالب گچی، زمان، فشار سیستم، آنالیز بدنه، دانه بندی دوغاب و ... ؛ حتی عوامل جزیی دیگری نظیر دمای سیستم، میزان رطوبت در قالب گچی، توزیع تخلخل در قالب گچی و... نیز در ضخامت لایه ریخته گری شده موثر هستند. برای فهم اساسی شکل گیری یک دوغاب سرامیکی ابتدا باید به تعامل بین ذرات رسی و آب اشاره کرد.به عبارت دیگر ابتا باید سیستم رس-آب مورد بررسی قرار گیرد. ذرات رسی به هنگام معلق شدن در آب ممکن است دو رفتار کاملا" متمایز از خود نشان دهند. با توجه به بار الکترو استاتیکی سطحشان: رس ها یا جذب یکدیگر شده و یا یکدیگر را دفع میکنند. به بیان واضح تر ذرات رس در محیط اسیدی یکدیگر را به صورت لبه به سطح جذب کرده که اصطلاحا" حالت ((فلکولاسیون)) در دوغاب به وجود می آید. یا اینکه در محیط قلیایی به صورت سطح به سطح یکدیگر را دفع میکنند و اصطلاحا"حالت ((دفلکولاسیون)) به وجود می آورند. در حالت فلکوله جاذبه لبه به سطح در ذرات باعث بالا رفتن ویسکوزیته دوغاب می شود و در حالت دفلکوله دافعه سطح به سطح ذرات باعث کاهش ویسکوزیته و روانی دوغاب رسی می شود.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 15:24 توسط مهندس ایمان رستگار
|
1- ارتن ور Earthen Ware: قطعه ای از سرامیک را نامند که بین 850 درجه سانتیگراد تا 1000 درجه سانتی گراد آتش دیده و دارای تخلخل نامرتب باشد. ارتن ور از لحاظ ترکیب به چندین نوع تقسیم شده که به شرح ذیل می باشد:
الف ارتن ور طبیعی Natural Earthen Ware: که معمولا از یک نوع ماده اولیه ودارای حداکثر ناخالصی است. ب ارتن ور ظریف Fine Earthen Ware: عبارت است از قطعه ایی که مرکب ازمواد اولیه پرچسب و کم چسب و دارای حداقل ناخالصی است. ج ارتن ور تالکی Earthen Ware Talc: که نوعی از ارتن ور با استحکام زیاد است و بعلت ریزی دانه های تالک محصول مرغوبی را به دست می دهد. د- ارتن ور نیمه شیشه ای Semivitruse Earthen Ware: که از ترکیب سه ماده اصلی تشکیل شده و دارای تخلخلی متوسط بوده وحاوی درصد جذب آب کم می باشد. این نوع ارتن ور سفید رنگ برخی اوقات شفاف نیز بوده و به علت عدم اتصال (آلومینیوم سیلیکات) بین ذرات، بسیار ترد و شکننده می باشد. بدین لحاظ اکثر اوقات با چینی اصل اشتباه شده و در زبان عرف بنام بدل چینی مشهور است.
کتری ساخته شده از ارتن ور طبیعی
2- استون ور Stone Ware: قطعه ایی است لعاب دار و یا بدون لعاب که قسمت اعظم آن از مواد دیرگداز تهیه شده و تا نیمه شیشه ای شدن (درجه بحرانی) گرما دیده و در درجات c˚1200 تا c˚1300 در مسیر حرارت قرار گرفته است.
ظروف ساخته شده از Stoneware
3 چینی China: این نوع سرامیک دارای بدنه ای کاملاً سفید و شفاف با درصد تخلخل کم و گاهی صفر است. لعاب چینی همواره ترانسپرانت و شیشه ای می باشد. درجه پخت این محصول بین c˚1200 تا c˚1450 می باشد. چینی از مواد اولیه مرغوب و کاملاً خالص تهیه شده است.
4- پرسیلن Porcelain: پرسیلن ها یک بدنه کاملاً سخت و شفاف سرامیکی اند که معمولاً دارای ترکیبات سه ماده ایی می باشند. این نوع اجسام ابتدا در حرارت (c˚900 الی c˚ 950) آتش داده شده و سپس لعابی که معمولاً شفاف است با درجه حرارت بالاتر (بین 1300 الی 1500) بر روی آن داده می شود. در مورد بعضی از پرسلین ها مانند پرسیلن های الکتریکی هردوی این اعمال در یک جا انجام می گیرد. در زبان فنی عرفی اکثر قطعات فنی و مهندس و نیز چینی های بدون لعاب را که دارای درصد تخلخل صفر باشد پرسلین می نامند.
5- سرامیک های خاص Special Ceramics: بخشی از این نوع سرامیک برای قطعات غیر مادی جهت صنایع الکترونیک بوده که شامل تیتانیت ها Titanite و فریت ها. Ferrites می باشد. همچنین سایر قسمت ها شامل بدنه های دیرگداز بسیار نرم، اجسام شیمیائی، پرسلین های دندانپزشکی، بدنه های مقاوم در برابر شوک های حرارتی، ابزارهای برش سرامیکی و بدنه های انتقال دهنده اشعه مادون قرمز می باشد.
منبع: جزوه های "طرح سنتی اشیاء"، استاد مهین سهرابی، 86 دانشگاه تهران
به زمان اجرای طرح هدفمندی یارانهها نزدیک میشویم و قرار است 30 درصد درآمد حاصل از هدفمندی یارانه برای حمایت از بخش تولید اختصاص یابد که بخشی از این مبلغ برای حمایت از بخش صنعت صرف خواهد شد؛ صنعتی که قرار است با اجرای هدفمندی یارانهها اصلاح ساختار شود و با شفاف شدن هزینهها و قیمت تمام شده بتدریج در آینده در یک فضای شفاف اقتصادی اقدام به رقابت کند تا بتواند تولیداتی با کیفیت و با هزینه تمامشده مناسب به بازار ارائه کند.
برای آن که بخش صنعت بتواند این مرحله را بگذراند دولت بسته حمایتی را برای بخش تولید کشور در نظر گرفته است اما محسن شرکاءدبیرخانه صنعت و معدن کشور و عضو کارگروه حمایت از تولید وزارت صنایع معتقد است که اگرچه در بستههای حمایتی توجه ویژهای به بخش صنعت شده است، اما هنوز بخش تولید از نبود نقدینگی کافی و سرمایه در گردش رنج میبرد و در این بسته به این نکته توجهی نشده است. به اعتقاد وی دولت باید دوره تنفسی را برای بازپرداخت تسهیلاتی که در این طرح در نظر گرفته لحاظ کند.
شما پیش از این اعلام کردید که اطلاعرسانی درستی درباره وضعیت واحدهای تولیدی با اجرای هدفمندی یارانهها انجام نشده و از ابهامات موجود انتقاد کردید از سوی دیگر مسوولان نیز با ارائه بستههای حمایتی معتقدند حمایت خوبی صورت گرفته بهعقیده شما در کدام بخشها هنوز ابهام وجود دارد؟ زیر 5 ـ 4 درصد است.
بدون استثناء امروز اعتقاد داریم که باید قانون هدفمند کردن یارانهها اجرا شود و اعتقاد ما بعنوان بخش تولید این است که یارانهها باید به بخش تولید هدایت شود اگر نرخ تمامشده تولید نرخ منطقی باشد مطمئنا به نفع مصرفکننده خواهد بود. یعنی ما باید به سمت اقتصاد تولیدمحور صادراتی برویم.
این باید به عنوان یک استراتژی در همه بخشها چه دولت و چه بخش خصوصی در راس اهدافشان باشد.
امروز بخش تولید کشور و بخصوص صنعت و معدن مشکل نقدینگی دارد یعنی همان سرمایه در گردش. کمبود سرمایه و نقدینگی زمانی شروع به رشد کرد که در بخش تولید خزانه بانک مرکزی را 3 قفله و 6 قفله کردیم. در نهایت امروز بخش صنایع کشور بشدت با مشکل کمبود نقدینگی مواجه است و این یک چالش بزرگ در بحث هدفمندکردن یارانههاست.
مگر در بسته حمایتی وزارت صنایع این قضیه دیده نشده؟
دربحث نقدینگی پیشبینیای نشده است. مطلب دوم بحث معوقات بانکی است. کسانی بودند که در آن مقطع سرمایه در گردش را گرفتند و به سمت سرمایهگذاری بردند و معوقهدار شدند امروز هر نوع تسهیلاتی که بخواهید از بانکها بگیرید بحث معوقه مطرح میشود.
یعنی تسهیلات در نظر گرفته شده در قانون هدفمند کردن یارانهها شامل کسانی میشود که معوقه نداشته باشند؟
غیر از خط اعتباری انرژی که در مورد آن هم بحث دارم عمده تسهیلات طبق سازوکار و قوانین بانکها اعطا میشود و بانکها طبق قوانین و دستورالعملهای خود اقدام میکنند و به کسانی که معوقه دارند تا امروز شاهد بودیم که تسهیلاتی تا مشخص شدن وضعیت معوقهشان داده نشده است صنایع معوقهدار هم در کشور کم نیستند.
آماری از تعدادشان دارید؟
فقط بیش از 9 هزار تا را ظرف یک سال و اندی گذشته استمهال کردند تازه اینها کسانی بودند که تا 2 هزار میلیارد تومان معوقه داشتند، ما صنایعی داریم که بیش از این عدد و رقمها معوقه دارند، بخصوص در عرض 2، 3 سال اخیر که سیاستهای انقباظی از سوی بانکها در پیش گرفته شد این مسائل به وجود آمد.
اما در صحبتهای مسوولان اعلام میشود اعتبارات و تسهیلات هدفمندی ربطی به منابع بانکی ندارد؟
آن رقم 3000 میلیارد تومان است که قابل مدیریت است. سقف درآمدی که برای دولت از محل هدفمندی یارانهها و افزایش نرخ حاملهای انرژی ایجاد میشود در سال اول 20هزارمیلیارد تومان است. قرار است 50 درصد آن به صورت یارانه نقدی پرداخت شود و آن 50 درصد دیگر درصدی حدود 6هزار میلیارد تومان به بخشهای تولید، خدمات و حمل و نقل و دیگر بخشها تعلق گیرد.
اگر 50 درصد مبلغ 6 هزار میلیارد تومان به بخش صنایع و معادن تعلق بگیرد میشود 3000 میلیارد تومان که وزارت صنایع میتواند روی این مبلغ نظر داشته باشد. هرچند بانکها تعاملی کردند که اگر 3 هزار میلیارد از این بخش در اختیار صنعت قرار گیرد 2 برابر این عدد را وام بدهند. اما این 2 برابر سازوکار و قوانین خاص خودش را دارد. با کسانی که معوقه و مشکل زیان انباشته دارند طبق تبصره یک و 2 ماده 186 قانون مالیاتهای مستقیم برخورد میشود. این در یک سیکل میافتد که عملا شدنی نیست یا ضریب شدنش پایین است. بانکها ساز و کار خود را دارند. پس باید در کنار آن، اتفاقات دیگری هم بیفتد. خط اعتباری انرژی را در نظر بگیرید اگر قرار باشد تسهیلات تولید بدهند با بهره 3ـ4 درصد و بخواهند آن را بلافاصله از ماه بعد بگیرند با این کار من تولیدکننده را بدهکارتر میکنند.
این بهصورت قرضالحسنه نیست؟
یک تسهیلات بانکی و یک خط اعتبار انرژی است در واقع مابهالتفاوت نرخ انرژی است یعنی نرخی که قبلا پرداخت میکردیم و نرخی که الان باید پرداخت کنیم.
یک سالهاش را به عنوان خط اعتباری میدهند با بهره 3 درصد که قسط آن باید از ماه اول پرداخت شود. اگر یک سال تنفس داشته باشد میشود گفت یک کمکی است. یعنی بتوان از یک سال بعد قسطش را داد و در این مدت تولیدکننده شرایط انرژیاش را منطبق کند. اما تولیدکننده از وقتی که آن تسهیلات را میگیرد باید قسطش را بدهد. در واقع تولیدکننده اگر یک ماه قسط ندهد برای اخذ آن وزارت صنایع نیز به کمک وزارت نیرو میرود.
تا دیروز اگر قبض برق را پرداخت نمیکردیم خود وزارت نیرو میآمد کنتور را قطع میکرد اما الان وزارت صنایع هم به کمکش خواهد آمد. معتقدیم به موازات این طرح باید کارهای زیادی انجام شود. فرضا باید LC ریالی ارزی را برای بخش خصوصی فعال کنیم. نرخ تسهیلات را برای تولید تکرقمی و معادل کشورهای حوزه خلیجفارس کنیم.
در آنجا این نرخ چند درصد است؟
برای بخش تولید در تمام دنیا
البته نرخ تورم آنها هم پایین است؟
ما یک اختلاف بیش از 30 درصدی در نرخ تورم و نرخ تسهیلات داریم اگر در حالت مساوی هم در نظر بگیریم در تولیدات داخلی ما با در نظر گرفتن نرخ تسهیلات و نرخ تورم اختلاف بالایی داریم. نرخ تامین اجتماعی، تسهیلات بانکی بالاست. اگر بخواهیم به سمتی برویم که محور توسعه اقتصادی تولیدات صادراتی و اقتصاد مولد باشد باید یکسری امتیازات تا مدتی داده شود تا این بذر از زمین خارج شود تبدیل به نهال و درخت میوه شود. در واقع باید از این صنعت مراقبت کنیم تا وقتی میوه داد تعدادی از میوهها را دولت بچیند و تعدادی را هم سرمایهگذار. اقتصاد مولد شکل نمیگیرد مگر از طریق کشاورزی صنعتی، از صنعت صنعتی، از معدن صنعتی از خدمات صنعتی و از بازرگانی صنعتی.
به طریق دیگری نمیشود به اقتصاد شکوفا دست پیدا کرد. ما که قرار نیست مادامالعمر نفت را بفروشیم و هزینه کنیم اگر به این شکل جلو برویم در سال 1400 نه تنها نفتی برای فروش نداریم بلکه باید واردکننده نفت باشیم و این خیانت به نسل آینده است. حتما باید یارانهها را هدفمند کنیم و درست مصرف کنیم. این اعتقاد هر ایرانی است.
اجرای طرح هدفمندسازی یارانهها چه فرصتی را در اختیار بخش صنعت و معدن کشور میگذارد؟
اگر زیرساختهای طرح هدفمندکردن یارانهها مهیا باشد میتواند بسیار سودآور باشد. طرح صنایع زودبازده طرح بسیار خوبی بود که بد اجرا شد. طرح مالیات بر مصرف طرحی است که تمام کشورهای دنیا از طریق این طرح بخش اعظمی از هزینههای دولتشان و ساختو سازها را تامین میکنند ما هم اسم این طرح را عوض میکنیم و آن را مالیات بر ارزش افزوده میگذاریم. آن را مالیات بر تولید میکنیم.
الان 2 سال و اندی است که تولیدکننده مالیات پرداخت میکند، یک قانون، حتی قانون بد اگر خوب اجرا شود مفید است. چه برسد به این که وقتی یک قانون خوب، خوب اجرا شود. مالیات بر مصرف قانون خوبی است هدفمندکردن یارانهها قانون بسیار خوبی است ما درست از بعد از انقلاب باید هدفمندکردن یارانهها را در دستور کار قرار داده و اجرایش میکردیم. متاسفانه جنگ به ما تحمیل شد ولی به هر حال بعد از جنگ میتوانستیم در برنامه دوم و سوم به این برنامه ورود پیدا کنیم و اجرایش کنیم که در این صورت تا الان خیلی برای مملکت مفید واقع شده بود. جلوی ضرر را هم از هر جا بگیریم منفعت است. شاید امروز اجرای این قانون دیر شده باشد اما هرچه سریعتر باید اجرایش کنیم.
البته مهم زیرساختها هستند و حتما باید نرخ تسهیلات را برای بخش تولید کشور تکرقمی کنیم.
این که دستوری نمیشود؟
در اقتصاد دستور اصلا جواب نمیدهد وقتی بخواهید یک منطقه محروم آباد شود چه میکنید؟ یکسری امتیازات برایش ایجاد میکنید. فرضامیگویید اگر سرمایهگذار به این منطقه محروم برود تسهیلاتی ارزان به آن بدهیم به فرض اگر در تهران نرخ تسهیلات را با 6 درصد میدهیم در آنجا یک درصد بدهیم. اگر در تهران کسی کارخانهای در شهرک صنعتی میزند و 80درصد آن را در طی 4 سال معافیت مالیاتی میدهند اگر در منطقه محروم کارخانه بزند تا 15ـ10 سال معاف از مالیات شود. اگر نرخ تامین اجتماعی در مناطق برخوردار یک سهمی برای کارگر و کارفرما قائل شده است در مناطق محروم فرق کند.
یعنی استثنایی برای بخش تولید قائل شوند؟
بله، اگر جز این باشد منطقه محروم آباد نمیشود. اگر قرار شود شرایط منطقه برخوردار با منطقه غیربرخوردار یکنواخت شود چه کسی به منطقه محروم میرود؟
اما وقتی امتیازات ترجیحی و انگیزشی وجود داشته باشد افراد به منطقه محروم میروند مثلا کسی که در تهران است 30 درصد مالیات بدهد و اگر به منطقه محروم برود از مالیات معاف باشد پس این یک امتیاز است.
اگر برای کارخانه یا کشاورزی مدرن در تهران با بهره 26درصد تسهیلات بدهند، در منطقه محروم بهرهاش 2 درصد میشود. اگر نرخ تامین اجتماعی تهران 30 درصد باشد و در منطقه محروم 3 درصد باشد، شما کجا خواهید رفت؟
تا جایی که من میدانم، در مناطق محروم تسهیلاتی را برای تشویق سرمایهگذاری در نظر گرفتهاند؟
آیا قانون کار در مناطق محروم و غیرمحروم یکی است؟ آیا قانون کارگر کشاورزی و صنعتی فرق دارد و... خیلی چیزها باید تفاوت کند تا انگیزه ایجاد شود. وقتی میبینیم بلیت هواپیما نسبت به ساعتها متغیر میشود، شرکت هواپیمایی میداند که باید بلیت صبح را که پرواز کار است، گرانتر بفروشد یا بلیت ساعت یک ارزانتر میشود و شما حق انتخاب دارید.
با اینکه زمان اجرای طرح هدفمندی یارانهها نزدیک است برای جلوگیری از بروز مشکلات، چه اقدامی باید انجام داد؟
همزمان با این طرح باید LC داخلی (خط اعتباری بانکی ریالی و ارزی) را فعال کنند و بیمه اعتباری، کاربردی و عملیاتی شود. الان عمده صنایع ما برای استفاد از تسهیلات مشکل وثیقه دارند. همین طور که بیمه، یک ماشین 100 میلیونی یا یک برج را بیمه میکند، چرا این بسته پول را بیمه نکند؟
کارمزدش را بگیرند و این پول تسهیلات را در برابر بانک بیمه کنند. اگر این اتفاقات بیفتد، مطمئنا راه رسیدن به هدف را کوتاه میکند و هدفمندتر کردن یارانهها را زودتر به نتیجه میرساند و مشکلات را حل میکند. حتما باید LC داخلی و بیمه اعتباری را فعال کنیم. نرخ تسهیلات برای بخش تجاری (یعنی غیرمولد) باید بالا برود و برای بخش مولد باید پایین بیاید. از آن طرف باید نظارتها را کاربردی و فعال کنیم. هرکس برای بخش مولد پول میگیرد، سر جای خودش هزینه کند و این نظارت میسر نمیشود، مگر با همکاری بخش خصوصی. باید ببینیم در آینده چه بخشهایی میتوانند در کشور ارزش افزوده ایجاد کنند و چه صنعتی برای کشور ما مزیت دارد که اگر از آن حمایت کنیم بتوانیم ظرف 10ـ 5 سال در دنیا رتبه بیاوریم. قرار نیست ما همه انواع صنعت را داشته باشیم. اگر قرار است صنعت خودرو داشته باشیم، باید ببینیم در چه مدت زمانی باید به چه نقطهای برسیم و بعد از مشخص شدن این مسیر دنبال طراحی خودرو برویم و صنعت ماشینسازیمان را در اولویت حمایت قرار دهیم. اگر امروز آلمان رکن اصلی صنعت است، به خاطر صنعت ماشینسازی است. امروز هرکس میخواهد ماشینآلات خریداری کند، اول میگوید آلمان!
شرکاء: اگر بخواهیم به سمتی برویم که محور توسعه اقتصادی تولیدات صادراتی و اقتصاد مولد باشد باید یکسری امتیازات تا مدتی داده شود تا این بذر از زمین خارج و تبدیل به نهال و درخت میوه شود
ما باید پنج شش صنعت را تعریف کنیم، اولویت حمایتهای معنیدار و زماندار را برای اینها تعریف کنیم. وقتی شما صنعت خودرو داشته باشید، تودوزی هم نیاز دارید، پس نساجی هم مطرح میشود. ما باید مسیر و استراتژی صنعتمان را بدانیم، باید بدانیم در چه صنایعی پتانسیل داریم. در چه صنایعی میتوانیم بعد از چهار پنج سال در دنیا مقام بیاوریم. باید صنعتی تولید کنیم که محصولات صادراتی به ما بدهد؛ یعنی مورد تایید بازارهای بینالمللی باشد. از آن طرف هم باید کارگروههای اقتصادی وزارتخانهها بشدت فعال شوند. باید اطلاعات داخل و بیرون را لحظهای با هم هماهنگ کنند. اطلاعات را از خارج بدهند، بازارشناسی کنند. ما هم باید فعال شویم، به سمت بهینهسازی مصرف سوخت در واحدهایمان برویم، باید به سمت نوسازی صنایع برویم؛ به سمتی برویم که کالاهای باکیفیت بالا و قیمت منطقی تولید کنیم. بخش خصوصیمان حتما باید متحول شود، باید درونش انقلابی برای بهسازی و بهتر ساختن و بهتر تولید کردن و کمتر انرژی مصرف کردن، با کیفیت بالا تولید کردن، ارزانتر تمام کردن و مدیریت بهینه داشتن ایجاد شود. ما هم به عنوان بخش خصوصی باید مسوولیتی را بهعهده بگیریم، مسوولیتپذیر باشیم و کمکشان کنیم و در نهایت ظرف دو سه سال از نظر تولید کشورمان را به جایگاه واقعی خودش برسانیم.
قانون جامع صنعت در حال تدوین است و مراحل نهاییاش را میگذراند. آیا نکاتی که شما به آن اشاره کردید، در آن پیشبینی شده و آیا نظر بخش خصوصی در تهیه آن اعمال شده است؟
اینکه ما از تشکلها دعوت کنیم و در نهایت یک کانون فکر ایجاد کنیم که نخبگان بنشینند و یک قانون جامع صنعت یا استراتژی توسعه صنعت را با کمک استادان دانشگاه و کاربردی تنظیم کنند، یک بحث است؛ اما یک موقع چیزی تهیه میکنیم، بعد با تشکلها و کارآفرینان مطرح میکنیم، به هر حال هر دو شیوه میتواند ما را به سرمنزل مقصود برساند؛ به شرطی که برای اظهارنظرهایی که احیانا رد میشوند، دلایل منطقی و علمی داشته باشیم که بخش خصوصی بداند اگر پیشنهاد یا اظهارنظر میدهد، در رابطه با آن اظهارنظرها فکر و بررسی میشود و در نهایت اعمال میشود. اگر هم اعمال نمیشود، با دلیل و علم برایشان توضیح داده شود که به این دلایل پیشنهاد رد شده و بخش خصوصی را قانع کنند، نه این که صرفا بگوییم ما چنین کاری انجام دادیم، حالا شما بیایید ببینید و نظر دهید. بعد این نظرات در هیچ جا پاسخ داده نمیشود که بله یا نه.
یعنی این تعامل در تهیه این قانون وجود نداشته؟
اگر در گفتوگو، تعامل و فصل مشترک را سرلوحه کار قرار دهیم، شک نکنید که شروع توسعه قابلقبول از گفتوگو، تعامل و تقویت فصل مشترک در قسمتهای مختلف جامعه و درخصوص هر موضوعی است.
در هر بحث و مطلبی وقتی به یک همبستگی و وفاق ملی رسیدیم، در آن پیروزی کسب کردیم، در 8 سال دفاع مقدس یک وفاق ملی بود که باید ما پیروز میشدیم. از زن و مرد و پیر و جوان و کوچک و بزرگ یاعلی گفتیم و نتیجهاش را هم دیدیم.
درخصوص انرژی هستهای، یک عزم و اراده ملی پشت سر این قضیه بود، یک وفاق ملی پشت قضیه بود. حالا هم میبینید سکوی افتخاری نیست که پشت سرهم کسب نکنیم. در هر موردی وقتی این همبستگی ملی ایجاد شود، شک نکنید که نتیجهاش مثبت است.
در این قانون جامع صنعت از شما نظرخواهی شد؟
آنچه مسلم است آن توجه لازم و کافی به مدیریت بخش خصوصی نمیشود. ما این را در اصل 44 قانون اساسی هم دیدیم. روح حاکم بر اصل 44 قانون اساسی، واگذاری فیزیکی یک کارخانه به بخش خصوصی نبوده که طول و عرض یک سالن یا ماشینآلات را به بخش خصوصی بدهند؛ بلکه روح حاکم این بوده که ما مدیریت بنگاه اقتصادی را خصوصی کنیم. میبینید که عملا هم تحقق پیدا نکرده، هنوز باور بخش خصوصی در جامعه ما ضعیف است و اینکه بخش خصوصی میتواند، هنوز جا نیفتاده. در صورتی که ما چارهای هم غیر از این نداریم که بخش خصوصی را باور کنیم. برای این بخش اصل را بر برائت بگذاریم، قبولش کنیم برای بارور شدن و به بلوغ رسیدنش، هزینه اشتباهاتش را هم بپذیریم و کمکش کنیم تا بخش اقتصاد کشور، یک بخش شکوفا و مبلغ شود.
میتوانید ارزیابیتان را از قانون بگویید و این که نکات مثبت و منفیاش چیست؟
وقتی هنوز زیرساختهای مالیات بر ارزش افزوده، زیرساختهای اجرای مالیات بر مصرف در مملکت ما آماده نشده، میآییم قانون مالیات بر ارزش افزوده را اجرایی میکنیم، چه اتفاقی میافتد؟ 2 سال و نیم است که تولیدکننده این مالیات را میدهد. از نفر بعد یعنی اصناف هم نتوانسته بگیرد، در نتیجه عملا یک درصدی را به قیمت تمام شده تولید اضافه کرده، در صورتی که ما این قانون را تصویب کردیم، باید زیرساختهایش را آماده میکردیم. زیرساختهایش چه بود؟
سال 1382 مجلس قانونی را تصویب و شورای نگهبان تاییدش کرد و توسط دولت ابلاغ شد که اصناف در شهرهای تا 300 هزار نفر ظرف مدت 3 سال و در کل کشور ظرف مدت 5 سال به ماشین الکترونیک دریافت و پرداخت مجهز شوند. اگر این قانون از 82 تا 87 اجرا میشد، امروز همه مالیات باارزش افزوده را با بهترین شرایط پای صندوق پرداخت میکردند.شما یک جا خریدار هستید و یک جا فروشنده؛ این صندوق است دیگر. هم دولت به اهدافش رسیده بود هم یک قانون خوب اجرا شده بود.
الان صنایع کشور با چند درصد ظرفیت فعال هستند؟
عمده صنایع کشور زیر ظرفیت اسمیشان کار میکنند.
بعضی با اعلام برخی آمارها میگویند 30 درصد و بعضی میگویند 40 درصد؟
بیایید ضریب تعریف نکنیم. وقتی توان شما این است که صد متر پارچه ببافید، اگر 80 متر ببافید به نظر من یک جای کار نقص دارد. بخشی از این نقص درون سازمانی و بخشی از آن بیرون سازمانی است.وفتی شما میخواهید بهرهوری را بالا ببرید، بهرهوری 2 قسمت دارد، درونسازمانی و بیرونسازمانی. بیرون از بنگاه اقتصادی مسائلی وجود دارد که درونسازمانی را مدیریت میکند؛ به عنوان مثال بخشهایی از قانون کار، اگر یک نیروی انسانی کم کار میکند عملا بهرهوری را پایین آورده، اگر بهرهوری براساس تولید یا کار فرد باشد یا مدیریت دیگری در قانون اعمال شود، بهرهوری بالا میرود.وقتی ما به جای الکتروموتور زیمنس، الکتروموتور چینی مصرف میکنیم مصرف انرژی بالا میرود.
آنچه شما فرمودید را هم باید 2 قسمت کنیم، در بخش درونبنگاهی من بخش خصوصی باید متعهدانه بروم ضعفهای درونسازمانم را مدیریت کنم از بین ببرم. در بهینهسازی مصرف سوخت تلاش کنم و در آموزشها یک محیط صمیمانه و دوستانه، پدر و فرزندی در کارخانه ایجاد کنم.
الان آمار تعداد بنگاههای صنعتی مشکلدار را دارید؟
ما صنعت تعطیلشده و صنعت مشکلدار هم داریم، ولی امروز مدیران بخش تولید کشور ما با تمام وجود اجازه نمیدهند چرخ تولید مملکت بایستد تا اشتغال و ثروت برای مملکت ایجاد شود و خانواده کارگر کمک کند تا این چراغ روشن بماند. این را در وجدان خودشان با خود عهد بستهاند. به همین دلیل هم همه جا حضور پیدا میکنیم و درخواست کمکهای منطقی و علمی داریم.
آماری در رابطه با واحدهای تعطیلشده وجود دارد؟
بدون شک آمار وجود دارد، اما بگذارید نور امید در دل آنها زنده باشد. توان صنعت از آنچه امروز تولید میکند به مراتب بیشتر است.
در مورد واردات بیرویه، صادرکنندهها معتقدند اگر نرخ ارز واقعی شود (یعنی بالا برود) به نفع صادرات است. آیا واقعی شدن آن که گفته میشود نرخی بالاتر خواهد بود به نفع بخش تولید هم است؟
اگر استراتژی اقتصاد ما برمبنای اقتصاد مولد شکل گیرد یعنی ما در خصوص این هدف تضاد فکری نداشته باشیم و همان طور که رهبر معظم انقلاب فرمودند صنعت را به عنوان محور توسعه اقتصادی بدانیم خیلی از مسائل حل میشود. این یک واقعیت است که در کشورهای توسعهیافته از این طریق توسعهیافتگی در بخش اقتصادشان ایجاد شده. ما هم باید محور توسعه اقتصادمان برمبنای اقتصاد تولیدمحور باشد. اقتصاد تولیدمحور، صنعت، هست معدن و کشاورزی است. وقتی ما سرمایهها را به سمت اقتصاد تولیدمحور و تولید هدایت کنیم بدون شک کارهای کاذب و مضر از جامعه حذف میشود و سرمایههای خرد و کلان به سمت تولید میرود؛ چراکه اگر تولید سودآور بشود این اتفاق میافتد. سود هم سود سلامت و سود منطقی است. سود شرعی است.
مشخصا نظرتان را راجع به نرخ ارز میفرمایید؟
نرخ ارز نیاز به کار کارشناسی دارد. نرخ ارز در کشور ما در شرایط امروز نمیتواند آزاد بشود. حتما باید تولیدات داخلمان را از مسیری عبور دهیم؛ البته کنترل شدید نرخ ارز به سلامت اقتصاد ضرر خواهد زد. این نیاز به کار کارشناسی با شرایط کشور خودمان دارد. در مقابل حمایتی که دولت از من تولیدکننده میکند، من باید متعهد باشم در یک مدت زمان مشخص خودم را به یک نقطه قابل قبول برسانم.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 14:42 توسط مهندس ایمان رستگار
|
مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده ، در زمینی به مساحت 17 هکتار و با صرف بیش از 250 میلیارد ریال اعتبار که پنج میلیون یورو آن سرمایه گذاری ارزی و 180 میلیارد ریال سرمایه گذاری ریالی بود ، در کیلومتر 10 جاده آباده اصفهان ساخته شده است
این مجتمع ظرفیت تولید هفت میلیون متر مربع کاشی کف و دیوار در سال را دارد و برای 350 نفر در فاز اول اشتغالزایی می کند
شایان ذکر است فاز دوم این مجتمع به زودی راه اندازی خواهد شد و راه اندازی فازهای بعدی در دستور کار مسئولین محترم مجتمع قرار دارد
با توجه به روند رو به گسترش صادرات محصولات غیرنفتی کشورمان ایران،مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده نیز در حال توسعه فعالیتهای تجاری خود در بازارهای خارجی است
این شرکت با هدف کمک به صادرات کاشی و سرامیک کشور ، حجم قابل قبولی انواع کاشی دیوار و کاشی کف به کشورهای مختلف صادر خواهد کرد
تاریخچه ارزشمند ساخت کاشی در ایران، درک نیازهای مخاطبین و مشتریان خارجی، داشتن استانداردهای قابل قبول و ارائه خدمات پس از فروش مطلوب به مشتریان مهم ترین دلیل توفیق مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده در صادرات کاشی و سرامیک تولید شده به بازارهای خارجی خواهد بود
مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده علاوه بر تمرکز روی صادرات کاشی و سرامیک به کشورهای حاشیه خلیج فارس و همسایه درصدد توسعه فعاليتهای تجاری و صادراتی خود در بازارهای اروپا هم نيز مي باشد
بازارهای هدف نمایندگی انحصاری صادرات مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده
صادرات کاشی به عراق
صادرات کاشی به تاجیکستان
صادرات کاشی به ترکمنستان
صادرات کاشی به ازبکستان
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 14:34 توسط مهندس ایمان رستگار
|
مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده ، در زمینی به مساحت 17 هکتار و با صرف بیش از 250 میلیارد ریال اعتبار که پنج میلیون یورو آن سرمایه گذاری ارزی و 180 میلیارد ریال سرمایه گذاری ریالی بود ، در کیلومتر 10 جاده آباده اصفهان ساخته شده است
این مجتمع ظرفیت تولید هفت میلیون متر مربع کاشی کف و دیوار در سال را دارد و برای 350 نفر در فاز اول اشتغالزایی می کند
شایان ذکر است فاز دوم این مجتمع به زودی راه اندازی خواهد شد و راه اندازی فازهای بعدی در دستور کار مسئولین محترم مجتمع قرار دارد
با توجه به روند رو به گسترش صادرات محصولات غیرنفتی کشورمان ایران،مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده نیز در حال توسعه فعالیتهای تجاری خود در بازارهای خارجی است
این شرکت با هدف کمک به صادرات کاشی و سرامیک کشور ، حجم قابل قبولی انواع کاشی دیوار و کاشی کف به کشورهای مختلف صادر خواهد کرد
تاریخچه ارزشمند ساخت کاشی در ایران، درک نیازهای مخاطبین و مشتریان خارجی، داشتن استانداردهای قابل قبول و ارائه خدمات پس از فروش مطلوب به مشتریان مهم ترین دلیل توفیق مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده در صادرات کاشی و سرامیک تولید شده به بازارهای خارجی خواهد بود
مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده علاوه بر تمرکز روی صادرات کاشی و سرامیک به کشورهای حاشیه خلیج فارس و همسایه درصدد توسعه فعاليتهای تجاری و صادراتی خود در بازارهای اروپا هم نيز مي باشد
بازارهای هدف نمایندگی انحصاری صادرات مجتمع بزرگ کارخانجات کاشی و سرامیک صدیق سرام آباده
صادرات کاشی به عراق
صادرات کاشی به تاجیکستان
صادرات کاشی به ترکمنستان
صادرات کاشی به ازبکستان
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 14:34 توسط مهندس ایمان رستگار
|
سراميک مشتق از کلمه keramos يوناني است که به معني سفالينه يا شئي پخته شده است. در واقع منشا پيدايش اين علم همان سفالينههاي ساخته شده توسط انسانهاي اوليه هستند. در واقع قبل از کشف و استفاده فلزات، بشر از گلهاي رس به علت وفور و فراواني آنها و همچنين شکلگيري بسيار خوب آنها در در صورت مخلوط شدن با آب و درجه حرارت نسبتاً پايين پخت آنها استفاده ميکرد. آلومينوسيليکاتها که خاکهاي رسي خود آنها به حساب ميآيند، از عناصر آلومينيوم، سيليسم و اکسيژن ساخته ميشوند که اين سه عنصر بر روي هم حدود 85 درصد پوسته جامد کرة زمين را تشکيل ميدهند. اين سه عنصر فراوانترين عناصر پوسته زمين هستند.
صنعت ساخت سفالينهها در 4000 سال قبل از ميلاد مسيح پيشرفت زيادي کرده بود. اکنون، سراميک را به طور کلي به عنوان هنر و علم ساختن و به کار بردن اشياء جامدي که اجزاء تشکيلدهنده اصلي و عمدة آنها مواد غيرآلي و غيرفلزي ميباشند، تعريف ميکنيم و بررسي ساختمان و خواص اينگونه مواد نيز جزء اين علم است.
فرآوردههايسراميکي:
اين فرآوردهها را ميتوان به دو گروه عمده تقسيم کرد:
1- سراميکهاي سنتي: اساساً مواد تشکيلدهنده صنايع سيليکاتي يعني محصولات رسي، سيمان و شيشههاي سيليکاتي و چينيها هستند.
فرآوردههايشيشهاي بزرگترين بخش صنعت سراميک محسوب ميشوند. ساير بخشها به ترتيب اولويتعبارتند از:
محصولات سيمانيداخلي ( مانند سيمانهاي هيدورليکي که در صنايع ساختماني به مصرفميرسند.)
سفيدآلات، ( Whiteware): شاملسفالينهها، چينيها و ترکيبات چيني مانند هستند.
لعابهايچيني
محصولات رسيساختماني: که بهطور عمده از آجرها و کاشيها تشکيل ميشوند.
ديرگدازها
صنعت سازنده مواد ساينده: عمدتاًسايندههاي سيلسيم کاربيدي و آلومينائي
2- سراميکهاي نوين: اين دسته براي جوابگوئي به نيازهاي مخصوص مانند مقاومت حرارتي بيشتر، خواص مکانيکي بهتر و خواص الکتريکي ويژه و مقاومت شيميايي افزونتر به وجود آوردهاند.
گروهي از انواعاين نوع سراميکها عبارتنداز:
سراميکهاياکسيدي خالص با ساختماني يکنواخت: به عنوان اجزاء الکتريکي با ديرگدازبکار ميروند. اکسيدهايي مانندآلومينا (Al2O3)، زيرکونيا (ZrO2)، توريا (ThO2)، بريليا (BeO) و منيزيا (MgO) بيشتر مورداستفاده قرار ميگيرند.
سراميکهايالکترواپتيکي (الکترونيکي– نوري): مانند نايوبيت ليتيم ( LiNbO3) و تيتانات کهاينها محيطي را فراهم ميآورند که بوسيله آن علائم الکتريکي به نوري تبديلميشوند.
سراميکهايمغناطيسي: اين مواد اساس واحدهاي حافظه مغناطيسي را در کامپيوترهاي بزرگ تشکيلميدهند.
تکبلورها
سراميکهاينيتريدي: مانند نيتريد آلومينيوم، نيتريد سيلسيم و نيتريد بور که بسيار ديرگداز واستحکام خوبي در درجه حرارتهاي بالا دارند.
لعابهايسراميکي: به عنوان پوشش فلز آلومينيوم توليد ميشوند.
مواد مرکبکامپوزيت (فلزي – سراميکي): هر دو فاز فلزي و سراميکي در اين مواد وجوددارد.
کاربيدهايسراميکي: به عنوان ساينده مورد استفاده قرار ميگيرند.
بوريدهايسراميکي: از نظر استحکام و مقاومت اکسيده شدن در درجه حرارتهاي بالا حائز اهميتهستند.
سراميکهايفروالکتريکي: داراي ثابت ديالکتريک بسيار بالائي بوده و بهعنوان اجزاء الکترونيکيدر خازنها کاربرد دارد.
شيشهسراميکها
علمسراميک:
به طور کلي علمسراميک را ميتوان به دو شاخه سراميک فيزيکي و سراميک صنعتي تقسيم کرد.
سراميک فيزيکي درباره ساختمان موادسراميکي و خواص آنها بحث ميکند. در اين شاخه ساختمان اتم، اتصالات بين اتمها،ساختمانهاي بلوري، ساختمان شيشه، معايب ساختماني، استحالههاي فازي، رشد دانهها،تبلور مجدد و مباحثي نظير آنها مورد بحث قرار ميگيرد. علاوه بر اين خواص الکتريکي،مغناطيسي، نوري، حرارتي و مکانيکي سراميکها هم مورد بحث قرارميگيرند.
در سراميک صنعتياز تکنولوژي ساخت سراميکها صحبت ميشود.اصولاً مراحلساخت هر جسم سراميکي به صورت زير است:
به مواد غیرآلیِ غیرمعدنیِ جامد، سرامیک گفته میشود.
این تعریف نهتنها سفالینهها، پرسلان(چینی)، دیرگدازها، محصولات رسی سازهای، سایندهها، سیمان و شیشه را در بر میگیرد، بلکه شامل آهنرباهای سرامیکی، لعابها، فروالکتریکها، شیشه-سرامیکها، سوختهای هستهای و ... نیز میشود.
محتویات [نهفتن] ۱ پیشینه ۲ ریشه واژه ۳ طبقهبندی سرامیکها ۴ انواع سرامیکها ۴.۱ سرامیکهای سنتی ۴.۲ سرامیکهای مدرن ۴.۲.۱ سرامیکهای اکسیدی ۴.۲.۲ سرامیکهای غیراکسیدی ۵ صنعت سرامیک ۶ خواص برتر سرامیکها نسبت به مواد دیگر ۷ کاربردهای مختلف مواد سرامیکی ۸ شكل دهي سراميك ها ۹ جستارهای وابسته ۱۰ پانویس
پیشینه [ویرایش]برخی آغاز استفاده و ساخت سرامیکها را در حدود ۷۰۰۰ سال ق.م. میدانند [۱] در حالی که برخی دیگر قدمت آن را تا ۱۵۰۰۰ سال ق.م نیز دانستهاند.[۲] ولی در کل اکثریت تاریخنگاران بر ۱۰۰۰۰ سال ق.م اتفاق نظر دارند.[۳] (بدیهی است که این تاریخ مربوط به سرامیکهای سنتی است.)
ریشه واژه [ویرایش]واژهٔ سرامیک از واژهٔ یونانی کراموس (κεραμικός) گرفته شدهاست که به معنی سفال یا شیء پختهشدهاست.
طبقهبندی سرامیکها [ویرایش]سرامیکها از لحاظ کاربرد به شکل زیر طبقهبندی میشوند:
سرامیکهای سنتی (سیلیکاتی) سرامیکهای مدرن (مهندسی) سرامیکهای اکسیدی سرامیکهای غیر اکسیدی سرامیکهای اکسیدی را از لحاظ ساختار فیزیکی میتوان به شکل زیر طبقهبندی کرد:
سرامیکهای مدرن مونولیتیک (یکپارچه) سرامیکهای مدرن کامپوزیتی انواع سرامیکها [ویرایش]سرامیکهای سنتی [ویرایش]این سرامیکها همان سرامیکهای سیلیکاتی هستند. مثل کاشی، سفال، چینی، شیشه، گچ، سیمان و ...
سرامیکهای مدرن [ویرایش]این فرآوردهها عمدتاً از مواد اولیهٔ خالص و سنتزی ساخته میشوند. این نوع سرامیکها اکثراً در ارتباط با صنایع دیگر مطرح شدهاند.
سرامیکهای اکسیدی [ویرایش]برخی از پرکاربردترین این نوع سرامیکها عبارتاند از:
برلیا (BeO) تیتانیا (TiO2) آلومینا (Al2O3) زیرکونیا (ZrO2) منیزیا (MgO) سرامیکهای غیراکسیدی [ویرایش]این نوع سرامیکها با توجه به ترکیبشان طبقهبندی میشوند که برخی از پرکاربردترین آنها در زیر آمدهاند:
1.نیتریدها BN TiN Si3N4 GaN 2.کاربیدها SiC TiC WC و....
صنعت سرامیک [ویرایش]بازار سرامیکهای پیشرفته در ایالات متحده آمریکا در سال ۱۹۹۸ نزدیک به ۷۰۵ میلیون دلار بود که در سال ۲۰۰۳ به ۱۱ بیلیون دلار رسید.
خواص برتر سرامیکها نسبت به مواد دیگر [ویرایش]دیرگدازی بالا سختی زیاد مقاومت به خوردگی بالا استحکام فشاری بالا کاربردهای مختلف مواد سرامیکی [ویرایش]در زیر کاربردهای رایج مواد سرامیکی به همراه چندنمونه از مواد رایج در هر کاربرد آورده شدهاست:
1.الکتریکی و مغناطیسی عایقهای ولتاژ بالا (AlN- Al2O3) دی الکتریک (BaTiO3) پیزوالکتریک (ZnO- SiO2) پیروالکتریک (Pb(ZrxTi1-x)O3)) مغناطیس نرم (Zn1-xMnxFe2O4) مغناطیس سخت (SrO.6Fe2O3) نیمهرسانا (ZnO- GaN-SnO2) رسانای یونی (β-Al2O3) تابانندهٔ الکترون (LaB6) ابررسانا (Ba2LaCu3O7-δ) 2.سختی بالا ابزار ساینده، ابزار برشی و ابزار سنگزنی (2O3TiN-Al) مقاومت مکانیکی (SiC- Si3N4) 3.نوری فلورسانس (Y2O3) ترانسلوسانس(نیمهشفاف) (SnO2) منحرف کنندهٔ نوری (PLZT) بازتاب نوری (TiN) بازتاب مادون قرمز (SnO2) انتقال دهندهٔ نور (SiO2) 4.حرارتی پایداری حرارتی (ThO2) عایق حرارتی (CaO.nSiO2) رسانای حرارتی (AlN - C) 5.شیمیایی و بیوشیمیایی پروتزهای استخوانی P3O12(Al2O3.Ca5(F,Cl)) سابستریت (TiO2- SiO2) کاتالیزور (KO2.mnAl2O3) 6.فناوری هستهای سوختهای هستهای سرامیکی مواد کاهشدهندهٔ انرژی نوترون مواد کنترل کنندهٔ فعالیت راکتور شكل دهي سراميك ها [ویرایش]مقدمه
در این مقاله در مورد سفال گری صحبت می کنیم. بسیاری از تکنیک هایی که امروزه برای شکل دهی سرامیک های پیشرفته استفاده می شود. بوسیله ی سفال گران ابداع و استفاده می شده است. اما امروزه اینگونه فرآیندها اصلاح شده است و برای شکل دهی مواد درکاربردهای با فناوری بالا و سرامیک های جدید استفاده می شود. ما تنها می توانیم پودر خشک را شکل دهی کرده وآن را زنیتر کنیم. اما این مسئله مرسوم است که مقداری مایع به پودر اضافه می شود. و سپس فرآیند شکل دهی و پخت اتفاق می افتد. (دقیقا همانند استفاده کردن از آب در سفال گری). تغییر فرم های اتفاق افتاده در فرآیندشکل دهی باعث می شود تا مخلوط با استحکام پایین چسبنده شود و به بدنه ای محکم ومنسجم تبدیل شود.این بدنه را می توان به هندسه ی دلخواه در آورد. انتخاب عملیات شکل دهی برای یک محصول خاص به ابعاد و ثبات ابعادی محصول، ویژگی های زیرساختاری، میزان قابلیت تکثیر شدن نمونه بوسیله ی آن، مسائل اقتصادی و نوع شکل بستگی دارد.
لغات
در صنعت شکل دهی سرامیک ها لغات خاصی وجود دارد. زیرا این صنعت یک هنر قدیمی است. سابقاً پودرهای اصلی در خلوص و اندازه ی ذرات مناسب تهیه می شد و بوسیله ی آنها می شد اشکال مد نظر را تهیه کرد. بسیاری از روش های شکل دهی برای محصولات سرامیکی مناسب هستند. این روش ها را می توان به سه گروه عمده طبقه بندی کرد: 1) فشرده سازی پودر: پرس خشک، پرس گرم، پرس ایزواستاتیک سرد و... 2) ریخته گری : بوسیله ی قالب و دوغاب سرامیکی 3) شکل دهی پلاستیک: اکستروژن، قالب گیری تزریقی و... در این فرآیند از فشار برای شکل دهی بدنه ی خام سرامیکی استفاده می شود.
فشرده سازی پودر:
در این روش با فشردن پودر ماده ی سرامیکی، قطعه تشکیل می شود. پودر ممکن است بوسیله ی فرآیند فشرده سازی خشک (بدون افزودن بایندر) ویا بوسیله ی افزودن مقدار اندکی از یک بایندر به قطعه تبدیل شود. فشار اعمالی نیز می تواند غیر محوری یا ایزواستاتیک باشد.انتخاب روش فشرده سازی (پرس کردن ) به شکل محصول نهایی بستگی دارد. ما می توانیم اشکال ساده را بوسیله ی اعمال فشار غیر محوری و قعطات پیچیده را بوسیله ی اعمال فشار ایزواستاتیک تولید کنیم.
سرامیک های ریخته گری شده
این نوع از سرامیک ها معمولا در دمای اتاق و بوسیله ی تهیه ی یک دو غاب حاوی ذرات پودر تهیه می شوند. لازم به ذکر است که این فرآیند شباهتی به فرآیند ریخته گری فلزی ندارد. دو غاب تهیه شده به داخل قالب ریخته شده و مایع آن بوسیله ی جداره ی قالب (دیفوزیون از جداره) خارج می شود. خروج مایع از قالب سبب پدید آمدن جسمی با استحکام مناسب در داخل قالب می شود. به این روش ریخته گری روش ریخته گری لغزشی (Slip Casting) می گویند. از این روش برای شکل دهی بسیاری از محصولات سرامیکی سنتی (مانند ظروف تزئینی) استفاده می شود. در سال های اخیر از این روش برای شکل دهی محصولات سرامیکی پیشرفته (مانند پرده ها ی توربین و روتور توربین گازی) استفاده می شود. برای تولید فیلم های ضخیم و صفحات از روش ریخته گری نواری (tape Casting) استفاده می شود.
شکل دهی پلاستیک
این روش بدین صورت است که به پودر سرامیکی به میزان مشخصی آب اضافه می شود . تا پودر خاصیت پلاستیک پیدا کند و بتوان آن را تحت فشار شکل دهی کرد. این روش ابتدائاً برای شکل دهی خاک رس استفاده می شده است که پس از آن با انجام اعمال اصلاحی بر روی آن برای شکل دهی مواد پلیمری نیز استفاده می شود. مایع مورد استفاده در سرامیک های سنتی بر پایه ی رس، آب است. برای سیستم های سرامیکی که بر پایه ی رس نیستند. مواد آلی نیز ممکن است به جای آب استفاده شوند. بایندرهای آلی معمولا از ترکیبات چند گانه ساخته شده اند تا بتوانند وسکوزیته ی مناسب را به سیستم سرامیکی بدهند و همچنین خصوصیات بعد از پخت خوبی داشته باشند.
جدول 1 روشهای اصلی موجود در سه گروه شکل دهی را نشان می دهد. که در هر مورد اشکالی را که می توانیم با این روش ها تولید کنیم نیز آورده شده است. در ادامه برخی از واژه های مربوط به صنعت شکل دهی را بیان می کنیم.
بایندر (binder)
بایندر ترکیبی است که استفاده می شود تا پودر در کنار هم نگه داشته شود و بتوان پودر را شکل دهی کرد.
دوغاب (Slurry)
دوغاب سوسپانسیونی از ذرات سرامیکی دریک مایع است.
نرم کننده (plasticizer)
نوعی بایندر است که باعث می شود دوغاب نرم یا انعطاف پذیر شود. این افزودنی خواص رئولوژیکی دوغاب را بهبود می دهد.
نمونه ی خام (green)
قطعه ای سرامیکی است که هنوز پخت نشده است.
دوغاب لعاب (Slip)
مخلوطی سوسپانسیونی است که به صورت پوشش بر روی بدنه ی خام قرار می گیرد و پس از پخت بر روی بدنه تشکیل لعاب را می دهد. برخی از روش های شکل دهی که در این مقاله به آنها می پردازیم، بدنه هایی سرامیکی تولید می کنند که فشردگی آنها تنها برای فرآیند ماشین کاری مناسب است (میزان استحکام آنها به حدی است که تنها بتوان آنها را ماشین کاری کرد.) به هر حال این بدنه ها کاملا متراکم نیستند و پیوند بین دانه ها در آنها ضعیف است.این حالت را خام بودن (green) می گویند.در واقع در این حالت، حالتی میان بدنه ی زنیتر شده ی با دانسیته ی بالا و پودر نرم است. روش های دیگری در شکل دهی سرامیک ها وجود دارد که در آنها با اعمال دمای بالا در حین شکل دهی بدنه های زنیتر شده با دانستیه ی بالا تولید می شود.
بایندر و نرم کننده ها
در اغلب موارد نیاز است تا به پودر سرامیکی مقداری بایندر اضافه کنیم. بایندر دو وظیفه دارد. در برخی روش های شکل دهی مانند اکستروژن، بایندر پلاستیسیته ی مورد نیاز برای شکل دهی را فراهم می کند. بایندر همچنین باعث می شد تا قطعه ی خام تولیدی پس از خشک شدن استحکام کافی را داشته باشد و در طی فرآیند ساخت و پخت دفورمه نشود. یکی از ویژگی های مهمی که بایندرها باید داشته باشند این است که بتوان بایندر را در طی فرایند پخت از بین برد و آن را از میان بدنه ی متراکم خارج کنیم، بدون آنکه بدنه معیوب شود. در اغلب موارد مواد پلیمری بایندرهای ایده آلی هستند. در سفال گری اغلباً از آب به عنوان بایندر استفاده می شود. در این صنعت آب به میزان کافی به خاک افزوده می شود. تا گل حاصله پلاستیسیته ی مورد نیاز برای شکل دهی را بدست آورد. در واقع میزان آب در حدی است که نمونه در طی پخت ثبات خود را حفظ کند. برای بهبود خواص رئولوژیکی در اغلب موارد از نرم کننده استفاده می شود. در اصل افزودن نرم کننده به سوسپانسیون ها به صنعت سرامیک منحصر نیست و از آن در بسیاری از فرآیندهای پودری استفاده می شود. برخی اوقاف تفاوت میان نرم کننده و بایندر زیاد واضح نیست. بایندرها همچنین در فرآیندهای شکل دهی فلزات بوسیله ی پودر فلز نیز کاربرد دارند.
دوغاب
واژه ی دوغاب لعاب ( Slip) از لغتی انگلیسی آمده است که به معنای کرم (cream) است کرم سوسپانسیونی از ذرات شیر داخل مایع (آب) است که در فرآیند تولید پنیر بوجود می آید. عموماً دوغاب لعاب شامل ذرات سرامیکی کوچک (زیر 10 میکرون ) است که در داخل یک محیط مایع معلق هستند. در سفال گری این مایع معمولا آب است. سوسپانسیون بوجود آمده می تواند حتی بیش از 60% حجمی ماده ی خشک داشته باشد. دی فلوکولانت ها (deflocculents) به دو غاب لعاب اضافه می شود تا محیط الکترویکی هر ذره را بهبود دهد. این مسئله موجب می شود ذرات همدیگر را دفع کنند.
دی فلوکولانت
دی فلوکولاسیون فرآیندی است که بوسیله ی آن توده های به هم چسبیده ی ذرات سرامیکی موجود در مایع متلاشی شده و به ذرات تبدیل می شوند. از این رو در فلوکولانت یک افزودنی است که این فرآیند را انجام می دهد. به عبارت دیگر دی فلوکولاسیون مخالف دلمه شدن (coagulation) است.
کلوئید
کلوئید عموما به عنوان هر ماده ای تعریف می شود که دارای ذرات مادی است که از محلول های معمولی بزرگ تر اما بسیار ریزتر از آن هستند که بدون بزرگنمایی نوری قابل دیدن باشند. (تقریبا 10-1nm میکرون) . کلوئیدها می توانند به روش های مختلف به یکدیگر پیوند دهند . سیستم های کلوئیدی می توانند چندین شکل داشته باشند. فرضی که ما با آن روبرو هستیم بدین صورت است که یک ماده در دیگری پراکنده شده است. حرکت براوونی یکی از پدیده هایی است که در این مخلوط ها بوجود می آید. دوغاب یک کلوئید است. ما می توانیم خواص دوغاب را بوسیله ی افزودن فلوکولانت و یا دی فلوکولانت تغییر دهیم.
دوغاب
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 14:5 توسط مهندس ایمان رستگار
|
کاشي ديوار: بر مبناي استانداردهاي فعلي ISO 13006، کاشيهاي متخلخل ديواري در گروه BIII با جذب آب بالاي 10 درصد قرار ميگيرند.
ويژگيهاي کاشي ديوار:
- پايداري ابعادي بالا در هنگام پخت با انقباض نزديک به صفر (کمتر از يک درصد)؛
- تخلخل بين 13 تا 18 درصد (بر اساس درصدِ آبِ جذب شده بيان ميشود)؛
- مدول گسيختگي (MOR) بين 200 و Kg/cm2 ۲۵۰ .
اين خواص تنها نشانگر هستند و براي طبقه بندي محصول از ديدگاه تجاري و دامنة کاربرد آن به ما کمک ميکند. در جدول يک ويژگيهاي فني مهم کاشيهاي ديواري متخلخل طبق استانداردهاي ISO درج شده اند:
جنبه هاي کلي: در سالهاي گذشته ترکيب کاشي ديوار به طور قابل ملاحظه اي مورد بازنگري قرار گرفته است که بيشتر براي تطبيق با سيکلهاي پخت سريع است؛ جائي که بدنه و لعاب با يکديگر پخت ميشوند. در بدنه هاي تک پخت (منوپروزا monoporosa) ممکن است بين گاززدائي مواد اولية مشخص در بيسکوئيت و شيشة مذاب تداخل ايجاد شود و اين امر منجر به بروز نقصهاي سطحي روي لعاب ميشود.
عوامل کليدي در ارزيابي ترکيبهاي بدنه -از آنهائي که براي پخت متداول مناسبند تا دو پخت سريع و در نهايت تک پخت متخلخل- عبارتند از:
- کاهش درصد مواد رسي؛
- ورود درصدهاي بالاتر پُر کننده ها (filler) و مواد اولية مکمل (فلداسپارها، شنهاي فلداسپاتي feldspathic sands، کوارتز)؛
- محدود کردن کانيهائي که فازهاي گازي در دماهاي پخت بالا از خود خارج ميکنند (کلسيت و/يا دولوميت)، به ويژه در منوپروزا.
در منوپروزا ترجيح داده ميشود تا از مواد اوليه اي با درجة بالاي خلوص و توزيع اندازة ذرة ريز استفاده شود. فرآورده هاي تزئين شدة نهائي ديوار بايد درجة بالاي پايداري ابعادي داشته باشند. تشکيل ترکيبهاي بلوري مانند ولاستونيت، گلنيت Gehlenite، آنورتيت و دايوپسايد نه تنها پايداري ابعادي را تضمين ميکند، بلکه جنبه هاي ديگري چون انبساط مرطوب و ضريب انبساط را نيز تثبيت مينمايند
مشخصه هاي مواد اوليه براي بدنه ها: بر اساس دسته بنديهاي تجاري، کاشيهاي ديواري ميتوانند به دو دستة «قرمز» و «سفيد» تقسيم شوند. در هر دو مورد مواد اوليه شامل دو نوع اصلي ميشود: «مواد رسي» و «مواد مکمل» (شامل فلداسپاتها، feldspathic sands، کوارتزها، کلسيتها).
ترکيب بدنه: همان گونه که قبلاً بيان شد، کاشيهاي ديواري ميتوانند با فرآيند تک پخت يا دو پخت و هميشه با استفاده از سيکلهاي سريع به دست آيند. به علاوه، ترکيب بدنه ميتواند جهت توليد فرآورده هاي سفيد پخت و قرمز پخت تغيير يابد. بدنة قرمز در اساس از رسهاي کربناتي بسيار متنوع با مقدار بالاي آهن تشکيل ميگردد. ترکيبهاي ديگر ممکن است feldspathic sands، فلداسپار، کوارتزيتها و -اگر ضروري باشد- کلسيت و/يا دولوميتها را نيز شامل شود.
در بدنه هاي سفيد پخت مخلوطهائي از رسهاي با رنگ پخت روشن، کلسيت، feldspathic sands و کوارتز مورد استفاده قرار ميگيرد (جدول دو).
مهمترين اختلاف بين ترکيبهاي سفيد و قرمز در مقدار و نوعِ رس مصرفي است (Quantity and Typology)؛ حال آن که بيشترين اختلاف درصدي بين بدنه هاي دو پخت و تک پخت آن است که بدنه هاي دو پخت ميتوانند درصدهاي بالاي کلسيت و/يا دولوميت داشته باشند (حتي به اندازة 18–15 درصد) و در موارد خاصي مواد اوليه با درجة خلوص به نسبت کمتر ممکن است به کار روند (جدول سه).
بدنة قرمز دو پخت سريع
بدنة قرمز
بدنة سفيد
مادة اوليه
─
─
40-30
بالکليها
─
─
30-20
خاک چيني
─
20-15
15-10
feldspathic sands
─
10-5
10-5
فلداسپار
─
─
10-5
کوارتز
─
─
10-7
کلسيت
80-70
60-50
─
رسهاي کربناتي
20-10
20-10
─
رسهاي قابل شيشه اي شدن
10-5
─
─
شاموت
جدول دو – ترکيبهاي ممکن براي بدنه هاي تک پخت متخلخل (قرمز و سفيد) و بدنه هاي دو پخت.
دو پخت
Double fired
(Bicottura)
منوپروزا
Monoporosa
منوپروزاي قرمز
Red monoporosa
منوپروزا
Monoporosa
Body type
Oxide
66-60
70-60
66-55
65-61
SiO2
14-11
17-12
19-15
14-12
Al2O3
1-5/0
8/0-5/0
1-7/0
2/1-0
TiO2
5-5/1
2/1-5/0
5-3
2/1-5/0
Fe2O3
10-5
8-5/5
8-8/0
8-7
CaO
3-3/0
5/0-3/0
8/0-5/0
5/1-1
MgO
3-2/1
5/3-2
5/2-5/1
2-5/0
K2O
2-2/0
6/0-2/0
5-9/0
5/0-0
Na2O
13-8
11-7
13-4
12-10
P.F.
پرت حرارتي
جدول سه – ترکيبهاي مختلف بدنه براي تک پخت متخلخل و دو پخت سريع قرمز و سفيد (طبق SACMI).
ويژگيهاي فرآورده: ترکيبهائي که در هنگام پخت تشکيل ميشوند بر ويژگيهاي نهائي يک کاشي ديواري سراميکي بسيار اثر گذارند. اين ترکيبها بر اثرِ واکنش پذيري اکسيدهاي کلسيم و منيزيم (که به ترتيب از تخريب شبکه هاي کلسيت و/يا دولوميت در هنگام پخت به وجود مي آيند) تشکيل ميگردند. اين ترکيبهاي جديد عبارتند از گلنيت، دايوپسايد، آنورتيت و ولاستونيت. ويژگيهائي چون استحکام خمشي، ضريب انبساط، انبساط رطوبتي و موارد ديگر به مقدار و چگونگي (کميت و کيفيت) اين ترکيبها بستگي دارد.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 13:59 توسط مهندس ایمان رستگار
|
كاشي ضد اسيد محصولي است بدون لعاب با جذب آب متوسط كمتر يا مساوي 5/1 درصد كه معمولاً به صورت بدنه سفيد يا با استفاده از مواد افزودني رنگي توليد ميشود. اين محصولات به خاطر استحكام بالا و مقاومت در برابر اسيدها (به جز هيدروفلوئوريک اسيد HF يا فلوئوريدريك اسيد) مورد توجه هستند. شايان ذكر است كه مقاومت شيميايي اين نوع محصول در برابر مواد قليايي الزامي نيست.
ويژگيهاي فيزيكي و مكانيكي
اين ويژگيها شامل جذب آب، مقاومت خمشي، سختي سطح، مقاومت در برابر سايش، مقاومت در برابر شوكهاي حرارتي و مقاومت در برابر يخ زدگي ميـباشند.
ويژگيهاي شيميايي
كاشيهاي ضد اسيد درتماس با مواد شيميايي اسيدي مقاوم هستند و همان گونه كه قبلاً ذكر شد، مقاومت شيميايي اين نوع محصول در برابر مواد قليايي الزامي نيست. به منظور آزمون مقاومت شيميائي اين كاشيها از روش آزمون تعيين مقاومت شيميايي اسيدي به شرح زير استفاده مينمائيم.
ويژگي ها
شاخص
شمارة استاندارد مربوط به آزمايش
1- جذب آب
الف) مقدار متوسط
ب) مقدار ماکزيمم
5/1 ≤
2
3994
2- مقاومت خمشي
نيوتن بر ميليمترمربع (کيلوگرم بر سانتيمتر مربع)
الف) حداقل
ب) مقدار متوسط
27 (275)
29 (295) ≥
3995
3- سختي سطح، مقاومت در برابر خراشيدگي (موهس)
حداقل 6
3996
4- مقاومت در برابر سايش عمقي
(حجم سائيده شده به ميليمتر مکعب)
حداکثر 205
3997
5- مقاومت در برابر شوک حرارتي
لازم است.
3999
6- مقاومت در برابر يخ زدگي
لازم است.
4005
ويژگيهاي فيزيکي و مکانيکي کاشي ضد اسيد.
منبع: براي دانلود استاندارد و «ويژگيهاي کاشي ضد اسيد» بر اين نشانه کليک کنيد.
كاشيهاي موردآزمون بايستي توسط خردكن فكي خرد گردد. دانه بندي مواد خرد شده به نحوي باشد كه شامل مواد باقيمانده روي الك 6300 ميكرون (درشت ترين دانه ها) و عبور كرده ازالك 4750 ميكرون (كوچكترين دانه ها) گردد.
پس از تهيه حدود 1000 گرم نمونه با دانه بندي مشابه شرايط فوق لازم است نمونه به كمك الكهاي لرزان شمارة 3 (6300 ميكرون) و شمارة 4 (4750 ميكرون) به مدت 15 دقيقه الك گردد.
سپس مواد باقيمانده روي الك شمارة 4 (كه از الك شمارة 3 عبور كرده) كاملاً مخلوط شده و 2 نمونة 50 گرمي از اين مواد مخلوط شده مذكور برداشته شود. اين نمونه ها بايد به مدت نيم ساعت داخل خشك كن و در دماي 120 درجه سلسيوس خشك شود.
روش كار
هر يك از نمونه هاي 50 گرمي بادقت 01/0 گرم وزن شده و به همراه 250 ميلي ليتر اسيد سولفوريك داخل بشر ريخته شود. آنگاه محتويات بشر به مدت 48 ساعت روي اجاق برقي قرار گرفته تا به آرامي عمل جوشش صورت گيرد. سپس محتويات بشر خنك شده و از صافي عبور داده شود.
آنگاه 250 ميلي ليتر آب به محتويات بشر اضافه شود و پس از اين كه بمدت 10 دقيقه جوشانده شد از همان صافي قبلي عبور داده شود. اين عمل شستشو 2 مرتبه تكرار گردد و در مرحله بعد كليه محتويات بشر از داخل صافي عبور داده شود. صافي به همراه محتويات آن داخل يك خشك كن در درجه حرارت ۱۲۰ ˚C خشك شده و سپس در دسيكاتور قرار گرفته تا خنك گردد. مواد بجا مانده در صافي به كمك برس به طور كامل تخليه گرديده و با دقت 01/0 گرم وزن شود.
درصد كاهش وزن از فرمول زير بدست مي آيد:
L = ( M1 – M2 ) × 100 / M1
که در آن L درصد کاهش وزن، M1 جرم اوليه بر حسب گرم و M2 جرم ثانويه بر حسب گرم است.
حداکثر کاهش وزن مجاز 5/1 درصد است.
يادآوري:
در صورتي كه كاشي ضد اسيد مورد نظر به رنگ غير از سفيد باشد لازم است آزمون مقاومت شيميايي كه در استاندارد ملي شماره 4001 شرح داده شده، علاوه بر اين آزمون به كار رود.
لينکهاي مفيد و مرجع براي اين نوشتار:
براي دانلود استاندارد و «ويژگيهاي کاشي ضد اسيد» بر اين نشانه کليک کنيد.
براي دانلود استاندارد «تعيين مقاومت شيميائي کاشيهاي بدون لعاب» بر اين نشانه کليک کنيد.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 13:52 توسط مهندس ایمان رستگار
|
يکي از روشهاي متداول اندازه گيري اختلاف ابعاد کاشيها
پس از پخت و پيش از بسته بندي لازم است تا کاشيهاي توليد شده درجه بندي شوند. درجه بندي (سورت sorting) دستي بسيار زمانبر است و از دقت بالا برخوردار نيست. به همين دليل با پيشرفت فناوريهاي توليد کاشي، نوآوريهائي نيز در زمينة درجه بندي و کنترلِ کيفي کالاهاي ساخته شده انجام شد. امروزه حسگر (سنسور)هاي ليزري کارآئي خود را در سنجش فوري و درجه بندي با خطاي نزديک به صفر به اثبات رسانده اند.
در هنگـام فرآيند پرس گرانول، يک سمت از قالب (براي مثـال، سمتي که کاشي از پرس بيـرون مي آيد) را به صورت قراردادي با حک کردن علامتي شبيه به فلش مشخص ميکنند. پس از پرس شدنِ کاشي خام، اين علامت به آساني قابل تشخيص است. اضلاعِ همجهت با فلش را با حرف X و اضلاع عمود بر آنها را با حرف Y مينمايانند. براي کاشيهاي با ابعاد کوچک انتخاب دو مؤلفة X1 و X2 (يا Y1 و Y2) کافي است؛ اما براي سايزهاي بزرگ ممکن است جهت اندازه گيري دقيقـتر، انتخاب مؤلفة سوم هم انجام شود. در اين صورت، اضلاع کناري را X1 و X3 و خط مرکزي مابين آن دو را X2 مينامند. با توجه به شکل زير، مشخصة ECX (يعني، «تفاضل ميانگين اضلاع کناري از خط مرکزي») را به دست مي آورند. اگر ECX مثبت باشد، دو سمتِ کاشي از خط مرکزي کوچکترند و کاشي به اصطلاح «شکم داده» است. اگر ECX منفي باشد، کاشي دچار عيب «کمر باريکي» است. در عکس زير، دستگاه Dico يک نمونه کاشي «شکم داده» را به صورت اغراق آميز بر صفحة نمايشگرِ خود نشان داده است.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 13:43 توسط مهندس ایمان رستگار
|
چین - شرکت بازرگانی فوشان دلفین یک کاشی سرامیکی دبل شارژ را ارائه نموده است که با واکس توسعه داده شده با استفاده از فناوری نانو پوشش داده شده است و برای دیوارها و کفهای محیطهای داخلی و خارجی مناسب است. این فرآورده آمیخته ای از فلداسپار، کوارتز و کائولن است و در برابر سایش، خمش و دمای بالا مقاوم است. اندازه های 40×40، 60×60 و 80×80 در رنگهای زرد و خاکستری روشن، عاجی، بژ، قهوه ای تیره و قرمز موجودند.
* توضیح: مشکل واکس های اعمال شده بر روی کاشی های پرسلانی، مقاومت اندک آنها در برابر سایش و دماهای بالاست. اعمال واکس به منظور افزایش مقاومت سطح کاشی در برابر عوامل لکه گذار و در واقع افزایش مقاومت در برابر لکه پذیری (stainability) می باشد.
* معرفی کوتاه شرکت بازرگانی فوشان دلفین: در سال 2003 و با مسئولیت محدود تاسیس شد و کاشی های شیشه ای، سینک های حمام و چهار دیواری دوش را نیز تولید می کند.
New Product
Ceramic tile coated with nanotechnology-refined wax
China (mainland) – Foshan Dolphin Trading Co. Ltd has released a double-loaded ceramic tile coated with wax developed using nanotechnology.
Suitable for indoor and outdoor walls and floors, the product comes in a blend of feldspar, quartz and kaolin. It is resistant to abrasion, bending and extreme temperature. Sizes 40x40, 60x60 and 80x80cm are available in light yellow and gray, ivory, beige, dark brown and red.
Price and payment terms are provided on inquiry. The minimum order is one TEU, deliverable within 20 days.
Foshan Dolphin was established in 2003. It also offers glass tiles, bathroom sinks and shower enclosures. OEM orders are accepted.
The company’s main export markets are the US, Europe and South Korea. Major clients include Home Depot and Lowe’s.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 13:24 توسط مهندس ایمان رستگار
|
در این پژوهش مختصر سعی شد تا اثر اندازه ذرات دوغاب بر خواص پخت بدنه های کف مورد بررسی قرار گیرد. زبره (residue) عبارت است از درصد جامد مانده روی الک نسبت به وزن خشک. هر چه مقدار زبره کمتر باشد، نشان دهنده ریزتر بودن اندازه ذرات دوغاب است.
فرمولاسیونی از بدنه کف با چهار نوع ماده اولیه (فلداسپار، رس، بنتونیت و کائولن) مطابق جدول 1 طراحی شد.
Kaolin
Bentonite
Clay-3
Clay-2
Clay-1
Feldspar
Code
10
12
15
19
19
25
%wt
دو بچ (batch) از فرمولاسیون بالا به مدت 13 و 23 دقیقه در فست میل (آسیای سریع آزمایشگاهی) با حدود 39 درصد آب سایش داده شدند. زبره ها به ترتیب 95/7 و 04/1 درصد بودند. سپس دوغاب بدنه در خشک کن خشک گردید و در هاون با 6 درصد رطوبت به صورت گرانول درآمد. شکل دهی بدنه ها با استفاده از پرس آزمایشگاهی در فشارهای اولیه و نهائی 50 و 300 bar انجام شد. بدنه ها با ابعاد 5 در 100 در 50 میلیمتر به صورت تک محوری شکل دهی و در خشک کن آزمایشگاهی به طور کامل خشک شدند. بدنه ها پس از اندازه گیریهای خواص حالت خام و خشک در کوره رولری پخت سریع در دمای 1148 و سیکل 68 دقیقه پخت داده شدند و خواص پخت آنها بررسی گردید. خواص بدنه های بررسی شده در جدول 2 نشان داده شده است.
23
13
Milling time (min.)
1.04
7.95
Residue over 63 microns sieve (%)
0.63
0.62
Expansion after pressing (%)
58.8
53.9
Dried strength (Kg/cm2)
6.96
5.83
Fired shrinkage (%)
414.1
322.7
Fired strength (Kg/cm2)
3.46
5.37
Water absorption (%)
همان طور که از جدول 2 دیده می شود، بیشترین تاثیر کاهش زبره بر انقباض پخت، جذب آب و استحکام پخت بدنه هاست.
* نتیجه گیری و بحث
با ریزتر شدن اندازه ذرات، سطح ویژه پودر افزایش می یابد و در نتیجه نیروی محرکه بیشتری جهت پیشرفت فرآیند زینترینگ بدنه ها فراهم می گردد. پودرهای با سطح ویژه بالا تمایل زیادی دارند تا انرژی سطحی خود را با تشکیل نقاط تماس ذره به ذره (و دانه به دانه) و در نتیجه کاهش مرزدانه ها و کاهش سطح ویژه کم کنند. بدنه های با ذرات ریزتر در دمای پائین تری فاز خمیری تشکیل می دهند و میزان فاز مذاب آنها در دمای نهائی پخت بیشتر از بدنه های با زبره بالاست. مذاب تشکیل شده، ذرات را به یکدیگر اتصال می دهد و پیوستگی ذره به ذره را بهبود می بخشد. با پیشرفت فرآیند زینترینگ، تخلخلها به تدریج پر می شوند. وقتی مذاب بیشتری در سیستم حضور داشته باشد، حذف تخلخلها و دستیابی به تراکم نهائی در طول مدت پخت با سهولت بیشتری انجام می شود.
تصویر بالا از سایت ESRF گرفته شده و مربوط به زینترینگ پودرهای فلزی است.
با توجه به موارد ذکر شده، پس از پخت بدنه ها اتصال ذره به ذره در بدنه های با توزیع اندازه ذره ریزتر بهتر از بدنه های درشت دانه است و باعث افزایش استحکام پخت می شود. از سوی دیگر، به دلیل بالاتر بودن میزان فاز مذاب حاضر در بدنه های ریزدانه پر شدن تخلخلها توسط فاز مذاب در دمای نهائی با سهولت بیشتری انجام می پذیرد و جذب آب کاهش بیشتری می یابد. افزایش میزان انقباض پخت بدنه ها نیز به دلیل وجود نیروی محرکه بیشتر (سطح ویژه بالاتر) و تمایل بیشتر برای کاهش انرژی سطحی در پودرهای ریزدانه تر است.
1- با خواندن این متن می توانید با دانستن این که جذب آب بدنه های کاشی پرسلانی، کف و دیوار به ترتیب در گستره کمتر از 5/0، کمتر از 6 و بالاتر از 15 درصد هستند، دلیل پائین بودن زبره بدنه های کاشی پرسلانی (کمتر از یک درصد) را نسبت به بدنه های کاشی کف و دیوار (بیشتر از 4 درصد) بیان کنید.
2- متنی را که خواندید، تحقیق اولیه یکی از همکاران جهت آشنائی با مشخصه های اثرگذار بر فرآیند پخت بدنه ها در دومین ماه شروع به کار ایشان بود.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 13:23 توسط مهندس ایمان رستگار
|
ترجمه اي که در زير ميخوانيد، به درخواست يکي از خوانندگان محترم وبلاگ ارائه شده است. شما نيز ميتوانيد پرسشهاي خود را به صورت نظر مطرح کنيد تا به ترتيب اولويت به آن پرداخته شود.
مواد با افزايش درجه حرارت منبسط ميشوند که به دليل افزايش ارتعاش گرمائي اتمها در يک ماده است و بنابراين به افزايش فاصلة جدائي ميانگين اتمهاي متقابل منجر ميشود.
ضريب انبساط گرمائي خطي (با حرف يوناني آلفا) با فرمول زير به دست مي آيد و بيان ميکند که براي هر درجه افزايش دما، ماده چه اندازه انبساط خواهد يافت:
وقتي
dl : تغيـير در درازاي ماده (طول) در جهتي که اندازه گيري ميشود؛
l : طول کلي ماده در جهتي که اندازه گيري ميشود و
dT : تغيـير در دما که dl اندازه گيري شد.
اگر چه آلفا يک نسبت بدون بعد است اما انبساط، واحدِ « بر درجه » دارد و به طور عادي بر حسب چند بر «ميليون بر درجه سلسيوس افزايش در دما» بيان ميگردد. ضريب انبساط گرمائي حجمي نيز وجود دارد اما حرفهاي اختصاري CTE به طور نوعي تنها به انبساط خطي اشاره دارد.
تغيـير CTE با مواد
بزرگي CTE به ساختار ماده بستگي دارد. همان طور که ميتوان از شکل زير ديد، تنها در صفر مطلق (273 درجة سلسيوس زير صفر) است که اتمها در فاصله اي ثابت باقي ميمانند. بالاتر از صفر مطلق وقتي انرژي گرمائي بيشتر ميشود، جنبشي در حدود ميانگين به وجود مي آورد و اين ميانگين خودش به دليل اين که منحني انرژي پيوند شکل نامتقارن دارد، به آرامي افزايش مي يابد.
طرحي از انرژي پيوند در برابر فاصلة بين اتمي (از شکلفورد Shackelford 1999).
همين شکل به ما کمک ميکند تا ببينيم که چرا عايقهاي با استحکام پيوندي قوي مانند سراميکها CTE نسبتاً کمتري در مقايسه با فلزها دارند و چرا ساختارهاي با استحکام پيوندي ضعيف (شل) نظير بسپار (پليمر)ها CTE بالا دارند به ويژه آنهائي که گرمانرم (ترموپلاستيک) يا کشيار (الاستومر) هستند.
جدول زير چند مثال از ضريب انبساط گرمائي خطي براي چند ماده را نشان ميدهد.
مقادير CTE براي چند مادة الکتروني متداول
ماده
CTE (ppm/°C)
سيليس
silicon
3.2
آلومينا
alumina
6–7
مس
copper
16.7
لحيم قلع – سرب
tin-lead solder
27
شيشة E
E-glass
54
شيشة S
S-glass
16
رزينهاي اپوکسي
epoxy resins
15–100
رزينهاي سيليکوني
silicone resins
30–300
بايد توجه داشت که:
CTE اغلب در تمام محورها يکسان نيست و ناهمسانگرد است (به عبارت ديگر، ايزوتروپ نيست).
CTE به ندرت خطي است و بايد در يک دماي معين و يا به صورت ميانگيني در يک گسترة دمائي مشخص ذکر شود.
تغيـير در CTE با دما تنها وقتي يک تابع نسبتاً هموار است که ماده دچار دگرگوني فازي نشود. براي نمونه، گرماسخت (ترموست)ها در بالاي دماي انـتقال به شيشه (Tg) افزايش قابل ملاحظه اي در CTE دارند.
شمائي از يک منحني انبساط گرمائي خطي
اندازه گيري CTE
با CTE هاي نوعي در گسترة 50 - 5 ppm/K تغيير در ابعاد بسيار کوچک است. به صورت سر انگشتي، با يک CTE برابر با ppm/K ۱۱ ماده تنها به اندازة 65/1 ميکرومتر به ازاي هر درجه افزايش دما منبسط ميشود. اين معادل کسري از طول موج نور است. از آن جا که اندازه گيري تغييرات کوچک در طول بسيار دشوار است، ميانگين CTE بين دو نقطه در دماهاي مشخص (مثلاً 25 و 300 درجة سلسيوس) اندازه گيري ميگردد.
اگر چه دقيق سازي اندازه گيريها هنوز فراسوي افق هدف ميانگين آزمايشگاهي است، اما امروزه CTE ها با استفاده از روش تداخل سنجي (اينترفرومتري -interferometry) اندازه گيري ميشوند که تغييرات در الگوي تداخلي نور تک رنگي (منوکروم) را که معمولاً ليزر است، در نظر ميگيرد.
با اين روش، رسم نمودار کرنش (تغيير شکل يا طول) در برابر دما در سرتاسر چرخة گرمايش و سرمايش ميسر است. شيب منحني کرنش – دما در يک دماي معين، ضريب نقطه اي انبساط گرمائي است. البته براي مقايسه، شيب ميانگين روي گستره اي از دما نيز ميتواند از داده ها به دست آيد.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 12:57 توسط مهندس ایمان رستگار
|
در ميان توليدکنندگان کاشي سراميکي استانداردهاي مشخصي وجود دارد که جهاني هستند. «استانداردهاي ايزو» را سازمان بين المللي استانداردها (International Standards Organization) براي يکي کردن استانداردهاي فرآورده ها و روشهاي آزمون کاشيهاي سراميکي در سرتاسر دنيا تعيين ميکند. يکي از مهمترين اين استانداردها رده بندي PEI است. رده بندي P.E.I. (مؤسسه لعاب پرسلان، Porcelain Enamel Institute) بيانگر آن است که چگونه يک کاشي سراميکي سايش خواهد خورد.
دستگاه اندازه گیری مقاومت در برابر سایش کاشیهای لعابدار (تصویر از شرکت ایتالیائی Gabbrielli.
برای اطلاعات بیشتر درباره این دستگاه اینجا را کلیک کنید).
تمام کاشي هاي کف لعابدار به جهت مناسب بودن براي يک محل، تحت يک درجه بندي PEI طبقه بندي ميشوند. بازه طبقه بندي از 1 تا 5 است. توجه داشته باشيد که رده بندي هاي PEI پرسلان تمام بدنه (through body) در دسترس نيستند.
به طور کلي، توليدکنندگان کاشي سراميکي محصولهاي خود را به پنج دسته رده بندي کرده اند:
PEI I معمولا به کاشيهائي اشاره مي کند که تنها براي نصب روي ديوار مناسبند.
پوششهاي کف در مکانهائي که افراد با پاپوشهاي داراي تخت کفش نرم يا با پاي برهنه و بدون آلودگي خراشان (خراش انداز) روي آنها راه ميروند (براي نمونه، حمامها و اتاقهاي خواب مسکوني بدون دسترسي مستقيم از محيط بيرون).
PEI II مناسب براي کاربردهاي کف، جائي که رفت و آمد سبکي وجود دارد.
پوششهاي کف در مکانهائي که در بيشتر مواقع با تخت کفش نرم يا با پاپوشهاي «عادي» و گاه و بيگاه با مقادير کم آلودگيهاي خراشان (براي نمونه، اتاقهاي نشيمن خانه ها اما به جز آشپزخانه ها، وروديها و ديگر اتاقهائي که ممکن است رفت و آمد زيادي داشته باشند). اين رده براي پاپوشهاي غيرعادي (مانند پوتينهاي با قطعه هاي فلزي) قابل استفاده نيست.
PEI III مناسب براي بيشتر کاربردهاي مسکوني به جز آشپزخانه ها.
پوششهاي کف در نواحي اي که با پاپوشهاي معمولي و اغلب با مقادير اندک آلودگيهاي خراشان روي آن قدم زده ميشود (مانند آشپزخانه هاي مسکوني، هال ها، راهروهاي سرپوشيده (کريدور) و بالکنها). اين رده براي پاپوشهاي غيرعادي قابل استفاده نيست.
PEI IV مناسب براي همه کاربردهاي مسکوني و بعضي از کاربردهاي تجاري سبک.
پوششهاي کف در نواحي اي که بر روي آن با رفت و آمد متعارف و با مقداري آلودگي خراشان قدم زده ميشود؛ به طوري که شرايط استفاده سخت تر از رده III هستند (مانند وروديها، آشپزخانه هاي تجاري و هتلها)
PEI V مناسب براي همه کاربردها به جز پياده روها، فرودگاهها و پايانه هاي باربري.
علاوه بر اين، طبقه بندي U هم وجود دارد که براي فرآورده هاي اختصاصاً طراحي شده جهت کاربردهاي صنعتي در نظر گرفته شده است.
پوششهاي کفي که در معرض رفت و آمد شديد پياده ها در دوره هاي زماني استفاده از آنها و با مقداري آلودگي خراشان هستند. شرايط کاري براي کاشيهاي کف لعابداري که ممکن است براي اين کاربرد مناسب باشند، سخت تر و شديدتر از رده هاي ديگر است (مکانهاي عمومي مانند مراکز خريد و راهروهاي هتلها).
صنعت سراميک دنيا توجه خود را بر يک فناوري نوآورانه در توليد کاشي متمرکز مي کند
در هنگام برگزاري نمايشگاهاي Qualicer و Cevisama (2004)، Continua توجه توليد کنندگان سراميک دنيا را به خود جلب کرد. به دنبال Twinpress و Monolithos، Continua گسترة وسيع فناوريهاي توليد کاشي پرسلاني را کامل مي کند. بر خلاف سامانه (سيستم)هاي تغذية پرس متداول، Continua (ارائه و بهره برداري شده در پائيز 2003) توليد پذيري بالا (1) را با انعطاف پذيري ممتاز ترکيب مي سازد: اين کار با فناوري اي ممکن شده است که اجازه مي دهد هم جنبه هاي زيبائي و هم سايز کاشي اصلاح شوند. سامانة نوآورانة متراکم کردن پودر، عملِ تزئين را هم روي سطح و هم در کل (تمام بدنه، full body) انجام مي دهد. تصادفي کردن (2) تزئين باعث مي شود که هر کاشي به طور مطلق منحصر به فرد باشد؛ هم چنان که در طبيعت به چشم مي خورد. علاوه بر آن، بهبودهاي به دست آمده در سامانه هاي مرسومِ پر کردنِ پرس، خروجي پرس را سرعت داده است و باعث انعطاف پذيري بيشتر خط توليد گرديده است. بنابراين، توليد اسلبهاي بزرگ ممکن مي شود که مي توان آنها را بعداً به هر سايز مطلوب کاهش داد.
کانتينوا کاشي هائي با اثرهاي تمام بدنه توليد مي کند و توليد کننده را در چهارچوب هندسي خاصي محدود نمي کند و از طرف ديگر، مشکلات باز-اختلاط (3) پودر و تعريف نامناسب (4) اثر (افکت)ها را حذف مي نمايد. اين نتايـج با نشاندن بستري پـيوسته از پودر اسپري دراير شده روي تسمة کانواير و با اثرهاي دلخواه حاصل مي شوند. سپس تسمه، اين بستر را به داخلِ متراکم کنندة PCR (ساخته شده از دو تسمه که باريک مي شوند تا پودر را پرس کنند) هدايت مي کند تا نواري پيوسته و متراکم شده به دست آيد که از نظر دانسيته و استحکام خمشي قابل مقايسه با کالاي پيش-پرس شده در فناوري Twin Press است. به علاوه، به دليل حذف شدنِ چهارچوب، توليد کنندگان مشکلِ تکرار الگو ندارند. در اين مرحله، کالاي پيش متراکم شده نمي تواند به عنوان يک کاشي به کار رود و به فرآيند پرس کاري دومي نياز دارد.
با توجه به موارد گفته شده در بالا، از آن جا که در اين روش يک نوار پيوسته وجود دارد، بنابراين مي تواند به قطعه (اسلب slab)هاي کوچکتر تقسيم شود. همچنان که اسلب ها به قالب يک پرس پائين رونده وارد مي شوند -به صورتي که در خطوط توئين پرس استاندارد به طور عادي اجراء مي شود- يک ماشين برش TPV نصب شده است که پس از متراکم کنندة PCR قرار دارد. TPV نوار را موازي با جهتِ تغذيه برش مي دهد و آن را در زواياي راست (قائمه) مي برد. اين کار به طور پـيوسته و بدون نياز به متوقـف ساختن نوار انجام مي شود (به توضيح مترجم در شمارة 5 مراجعه کنيد).
■■■
◄ پانوشت ها و توضيح مترجم:
1- High productivity
2- Randomization
3- Re-mixing
4- Poor definition – مشخص نبودن کافي اثرها بر روي کاشي و در نتيجه محو بودن طرح. براي نمونه، وقتي که رگه ها، پرک (فليک)ها، نحوة توزيع گرانول هاي رنگي و اثر (افکت)هاي ديگر به طور واضح به چشم نيايند.
5- مشابه کارخانه هاي توليد شيشة پنجره، به دليل اين که نوار در حال حرکت است، دستگاه برش TPV بايد با «سرعت» و «زوايه»اي دقيق و محاسبه شده که بستگي به سرعت حرکت و پهناي نوار دارد، رو به جلو و به طور مورب حرکت کند تا نوار با زواية قائمه برش داده شود.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 12:52 توسط مهندس ایمان رستگار
|
شرکت فرو براي نخستين بار «دکوراسيون جوهرپراني (Inkjet) ديجيتالي» را توسعه داده و وارد بازار کاشي کرده است که مزايائي را ارائه ميدهد که تا کنون در بازار ديده نشده است. چاپ Inkjet، يک چاپِ بدون تماس (touchless) است که برجستگي ها (relief) را چاپ و اثرهائي با جزئيات نفيس و با کيفيت خلق ميکند. امروزه دکوراسيون Inkjet ديجيتالي به عنوان لبة پيشروي فنِ چاپ کاشي شناخته شده است و به توليدکنندگان کاشي کمک ميکند تا بهرة (راندمان) توليد را بهبود بخشند و هزينة کلي فرآورده هايشان را کاهش دهند.
چاپ Inkjet ميتواند تنوعي از اثرها را روي کاشي سراميکي به وجود آورد.
KeramInks®فرو تنوع گسترده اي از اثرها را ايجاد ميکند و به توليدکنندگان اجازه ميدهد تا به تفکيک بالای (high-definition) نماي ظاهري محصولات طبيعي با جزئيات زياد مانند چوب، سنگ و موزائيکهاي پيچيده دست يابند. همچنين ايجاد الگوهاي هندسي تکرارشونده و نامنظم، الگوهاي گلدار (floral)، اثرهاي فلزي و باز-توليد نگاره هاي (تصاوير) عکاسي شده نيز ميسر است. فناوري Inkjet روشي غيرتماسي است که هم رليفهاي بلند و هم رليفهاي کوتاه را توليد ميکند و اجازة چاپ روي لبة قطعه را ميدهد و ضايعات را کم ميکند. اين روش توسعة فرآورده هاي جديد را آسانتر ميسازد و هزينه هاي مدلسازي را کم ميکند چرا که مدلها با نرم افزار فتوشاپ (Photoshop®) و بدون نياز به شابلونهاي چاپ آزمايشي (print test screens) يا سيلندرهاي آزمايشي طراحي ميشوند و تنها آماده سازي جوهر (ink) براي تست آزمايشي ضرورت پيدا ميکند.
پس از اين که مدلها آماده شدند، چاپ محصول نهائي تقريباً فوري ميتواند آغاز شود و بنابراين زمان توسعه و آزمايش طرح را به حداقل ميرساند. در نيروي انساني و هزينه ها نيز صرفه جوئي ميشود چون تنها طراح و اپراتور دستگاه در اين فرآيند دخالت دارند. مدلهاي جديد ميتوانند به طور مستقيم روي خط توليد آزمايش شوند و پس از تأئيد براي توليد، به سرعت ميتوانند باز-توليد گردند. همچنين از آن جائي که پردازشِ رنگ در فتوشاپ يا حتي در خودِ ماشين مديريت ميشود، اصلاحات ساده يا تنظيمات رنگ ميتواند از طريق برنامة رايانه اي انجام شود که ساده سازي بيشتر و سرعت بخشيدن به فرآيند را به دنبال دارد.
نگارة عکاسي توليد شده روي کاشي سراميکي.
فرو نه تنها جوهرها و لعابهاي به کار رفته در تزئين Inkjet را تأمين ميکند بلکه به طور فعال در توسعة روشهاي کاربرد نيز دخالت دارد. در طولِ چند سال گذشته، سازندگان ماشينها تجهيزات جديد و پيشرفته شامل Kerajet، Cretaprint، Durst، System، Newtech و Tecnoferrariرا معرفي کرده اند. همة آنها KeramInks را براي ماشينهايشان تأئيد کرده اند.
گسترش شگرف در دو سال گذشته ناشي از نصب بيش از 300 ماشين Inkjet در سراسرِ دنيا است.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 12:48 توسط مهندس ایمان رستگار
|
شرکت فرو براي نخستين بار «دکوراسيون جوهرپراني (Inkjet) ديجيتالي» را توسعه داده و وارد بازار کاشي کرده است که مزايائي را ارائه ميدهد که تا کنون در بازار ديده نشده است. چاپ Inkjet، يک چاپِ بدون تماس (touchless) است که برجستگي ها (relief) را چاپ و اثرهائي با جزئيات نفيس و با کيفيت خلق ميکند. امروزه دکوراسيون Inkjet ديجيتالي به عنوان لبة پيشروي فنِ چاپ کاشي شناخته شده است و به توليدکنندگان کاشي کمک ميکند تا بهرة (راندمان) توليد را بهبود بخشند و هزينة کلي فرآورده هايشان را کاهش دهند.
چاپ Inkjet ميتواند تنوعي از اثرها را روي کاشي سراميکي به وجود آورد.
KeramInks®فرو تنوع گسترده اي از اثرها را ايجاد ميکند و به توليدکنندگان اجازه ميدهد تا به تفکيک بالای (high-definition) نماي ظاهري محصولات طبيعي با جزئيات زياد مانند چوب، سنگ و موزائيکهاي پيچيده دست يابند. همچنين ايجاد الگوهاي هندسي تکرارشونده و نامنظم، الگوهاي گلدار (floral)، اثرهاي فلزي و باز-توليد نگاره هاي (تصاوير) عکاسي شده نيز ميسر است. فناوري Inkjet روشي غيرتماسي است که هم رليفهاي بلند و هم رليفهاي کوتاه را توليد ميکند و اجازة چاپ روي لبة قطعه را ميدهد و ضايعات را کم ميکند. اين روش توسعة فرآورده هاي جديد را آسانتر ميسازد و هزينه هاي مدلسازي را کم ميکند چرا که مدلها با نرم افزار فتوشاپ (Photoshop®) و بدون نياز به شابلونهاي چاپ آزمايشي (print test screens) يا سيلندرهاي آزمايشي طراحي ميشوند و تنها آماده سازي جوهر (ink) براي تست آزمايشي ضرورت پيدا ميکند.
پس از اين که مدلها آماده شدند، چاپ محصول نهائي تقريباً فوري ميتواند آغاز شود و بنابراين زمان توسعه و آزمايش طرح را به حداقل ميرساند. در نيروي انساني و هزينه ها نيز صرفه جوئي ميشود چون تنها طراح و اپراتور دستگاه در اين فرآيند دخالت دارند. مدلهاي جديد ميتوانند به طور مستقيم روي خط توليد آزمايش شوند و پس از تأئيد براي توليد، به سرعت ميتوانند باز-توليد گردند. همچنين از آن جائي که پردازشِ رنگ در فتوشاپ يا حتي در خودِ ماشين مديريت ميشود، اصلاحات ساده يا تنظيمات رنگ ميتواند از طريق برنامة رايانه اي انجام شود که ساده سازي بيشتر و سرعت بخشيدن به فرآيند را به دنبال دارد.
نگارة عکاسي توليد شده روي کاشي سراميکي.
فرو نه تنها جوهرها و لعابهاي به کار رفته در تزئين Inkjet را تأمين ميکند بلکه به طور فعال در توسعة روشهاي کاربرد نيز دخالت دارد. در طولِ چند سال گذشته، سازندگان ماشينها تجهيزات جديد و پيشرفته شامل Kerajet، Cretaprint، Durst، System، Newtech و Tecnoferrariرا معرفي کرده اند. همة آنها KeramInks را براي ماشينهايشان تأئيد کرده اند.
گسترش شگرف در دو سال گذشته ناشي از نصب بيش از 300 ماشين Inkjet در سراسرِ دنيا است.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 12:44 توسط مهندس ایمان رستگار
|
لعابزنی نمکی یک تکنیک تک پخت است که به موجب آن در دمای پخت رس، نمک معمولی به داخل محفظه کوره وارد میشود. سدیم با سیلیسی که روی سطح فرآورده موجود است، ترکیب می شود و لعابی را به وجـود می آورد. بسته به رس استـفاده شده، یک اثر کم و بـیش قوی پوست پرتـفالی (orange peel) ایحاد می گردد. این تکنیک در قرن پانزده تا شانزدهم در آلمان توسعه یافت و استون ور Rhineland یا Rhenishبا این روش ساخته شد. این لغت به سوختی که برای روشن کردن کوره استفاده می شود، اشاره نمی کند بلکه به وارد کردن نمک در انتهای پخت که اثری با نام « پوسته نمکی» (salt peel) را به دست می دهد، اشاره دارد.
معمولا در کوره های بزرگ گازسوز یا چوب سوز انجام و نمک به صورت گرد در انتهای پخت به داخل اتاقک کوره وارد می شود. در نتیجه گرمای زیاد، نمک فرار می شود، سدیم با اکسید آلومینیوم و اکسید سیلیسیم در رس ترکیب می گردد و لعابی را روی هر سطح در معرض کار پدید می آورد. در اغلب موارد یک اثر « پوست پرتقالی» نوعی پدیدار می شود. از آنجا که نمک لعاب ایجاد می کند، پیش- اعمال (pre-application) لعاب ها ضرورت ندارد، اگرچه ممکن است تزئین زیر لعابی برای رسیدن به یک اثر قابل توجه انجام گیرد. باید فضای کافی بین اجزای منفرد در نظر گرفته شود به طوری که بخار نمک بتواند آزادانه گردش کند و تا آنجا که میسر است به قطعه کاری برسد.
کوره نمکی باید از آجرهای آلومینا بالای چگال که در برابر تخریب حاصل از نمک در طولانی مدت مقاومند، ساخته شود. پس از مدت زیادی کارکرد، لایه ضخیمی از لعاب نمکی روی سطح تشکیل خواهد شد که به طور واقعی در داخل کوره گداخته می شود. روالی که ذکر شد، دوره طبیعی کوره نمکی است.
پخت نمکی نوعی ممکن است در بعد از ظهر یا اوایل شب آغاز شود. اگر محیط امن باشد، کوره در طول شب به محدوده دمای میانی می رسد، سپس روز بعد تا دمای استون ور پخت می شود. وقتی کوره به دمای پخت (تکمیل) رس می رسد (معمولا در محدوده استون ور)، نمک در مقادیر نیم پوندی (یک چهارم کیلوگرم) و از طریق درگاه های در دسترس به داخـل کوره وارد می شود و فرآیند پـخت هم چنان ادامه می یابد. به طور نوعی، یک کوره نمکی تعداد دو یا بیشتر درگاه نمک خواهد داشت، جائی که نمک در بسته های کوچک کاغذی بسته بندی شده است و می تواند به داخل انداخته شود. به طور متناوب، قلاب آهنی بلندی به عمق درگاه نمک فرو برده می شود. توجه: نمک ممکن است به بیرون از درگاه پاشیده شود، دستکشهای ضخیم چرمی، عینک ایمنی و در صورت امکان یک ماسک گازی مناسب باید استفاده شود. اگر کوره درگاه های مخصوص نمک پاشی نداشته باشد،
درگاه مشعلها را می توان به کار برد. دود سفید رنگی از دودکش بیرون خواهد آمد. این دود ممکن است مقادیری اسید داشته باشد. مقدار نمک ریخته شده به داخل کوره بستگی به اندازه کوره خواهد داشت اما حدود دو تا چهرده پوند نمک ریزدانه برای کوره ای با اندازه متوسط باید کافی باشد. اگر کوره نمکی قدیمی باشد، نمک کمتری لازم است چرا که نمک باقیمانده در کوره برای رسیدن به اثر مورد نظر کمک خواهد بود. رطوبت اضافه شده به نمک نیز به تبدیل کمک خواهد نمود اما میزان دود را نیز افزایش خواهد داد.
لعابزنی قلیائی
در دهه 1970 به عنوان جایگزین بدون کلراید لعابزنی نمکی توسع یافت. لعابزنی قلیائی شامل وارد کردن کربنات یا بیکربنات سدیم به داخل کوره در دمای بالاست تا بخار قلیائی ایجاد کند. روشهای مختلف وارد کردن قـلیا به کار گرفته شده است، شامل پاشیدن آب و محلول قلیائی، چکاندن مقادیر اندک کربنات سدیم به داخل کوره یا وارد کردن آمیزه جامد و گچی شکل ساخته شده از کربنات و بیکربنات سدیم، پودر گچ (whiting) و آب. مشابه لعابزنی نمکی، قلیا (Na2O) با سطح آلومینا-سیلیکات رس واکنش می دهد و لعاب تشکیل می دهد. علی رغم مشابهت ها با لعابزنی نمکی، اثرات سطحی لعابزنی قلیائی می توانند کاملا متفاوت باشند.
در زیر تصاویری از صنایع دستی را که با استفاده ار لعاب نمکی تزئین شده اند، مشاهده می کنید. برای مشاهده سایت (اینجا) را کلیک کنید.
Edward Walley، پارچ لعاب نمکی استافوردشایر که با تصاویری از اسطوره های یونانی از شخصیتها گرفته تا سرخس ها و برگ ها بر روی زمینه ای نقطه دار تزئین شده است. در حالت ایستاده 10 اینچ بلندی و حدود 25/5 اینچ قطر دارد.
***
پارچ لعاب نمکی. گاوها در هر طرف در لعاب نمکی آبی رنگ اندود شده اند. ابعاد تقریبی 8 اینچ ارتفاع × 5 اینچ عرض.
با وجود توسعه شگرف فناوریهای تولید کاشی و به ویژه انواع مختلف و متـنوع کاشی پرسلانی، هنوز هم سنگ طبیعی زیـبائی و جذابیت خاص خود را دارد؛ به طوری که حتی در کشورهای صاحب فناوری تولید کاشی، میزان تولید، واردات و فروش سنکهای طبـیعی قابل توجه است. این اقبال عمومی باعث شده تا بعضی از تولیدکنندگان سنگهای طبیعی برای حفظ و ارتقای سهم فروش خود در بازار مواد ساختمانی اقدام به عرضه این سنگها در شکلها و ابعاد متـنوع (مشابه کاشیهای پرسلانی) نمایند.
در زیر تصاویری واقعی از نماها و ساختمان های پوشش داده شده با محصولات شرکت Whitehall Stone Sales (تاسیس در ۱۹۸۹) را مشاهده خواهید کرد که بنا بر اظهار شرکت مذکور از سنگ های با کیفیت بالای ناحیه یورکشایر Yorkshire انگلستان ساخته شده اند و تمام عملیات مربوط به استخراج، فرآوری و تحویل در همین شرکت انجام می شود.
Suppliers of New & Reclaimed Natural Stone Products.
Top Quality Yorkshire Stone... We Dig It, We Dress It, We Deliver It Door To Door, Any Amount, Anywhere In The UK
Whitehall Stone Sales was established in 1989 and specialises in the quarrying and manufacture of natural stone products.
Natural Hard York Stone Riven Paving Riven Crazy Paving Natural Bed Walling Random Farm Walling & Copings Rockery Stone Sawn Paving, Walling, Heads, Cills & Copings All Bespoke Masonry
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 11:21 توسط مهندس ایمان رستگار
|
SACMI در نمایشگاه تکنارجیلا 2002 (اول تا پنجم اکتبر 2002) گوشه کوچکی از فناوری جدید Monolithos 3D را به بازدیدکنندگان عرضه کرد. Monolithos 3D نتیجه بیش از یک سال کار تحقیقاتی است که با ثبت اختراع های بین المللی (patent) محافظت می شود و راهی نوآورانه برای تولید کاشی های پرسلانی تمام بدنه (full body) به شمار می آید که مستقیما روی پرس تـزئـین می شود. این نوآوری، تولید کننده را قادر می سازد تا به سادگی و با اعمال تنها یک واحد تغذیه به پرس، شبیه سازی بسیار واقع گرایانه از الگوهائی داشته باشد که روی سنگ طبیعی (تراورتن، مرمر، گرانیت و...) دیده می شود. این یک سامانه تغذیه بسیار پیشرفته و شامل مجموعه ای از اجزای متحرک است که به صورت الکترونیکی و تحت فرمان PC کنـترل می شوند و یک رابط (interface) بسیار فعال دارد که اجازه می دهد تا پودرها با دقت در جعبه تغذیه (feeder box) انباشته شـوند و سپس بـدون هیـچ تغیـیری در الـگوی تـزئینی به داخل حـفره قالب (die cavity) انـتـقال یابند. سامانه اشـاره شده وسیـله ای دارد که با حـذف اثـرهای منـفی جدایش پودرها (skimming)، مستقیما بر الگوی تزئینی در حفره پرس تاکید می کند ]به توضیح مترجم در انتهای مطلب مراجعه کنید[.
نتایج آن قدر عالی هستند که فرآورده ها به پرداخت شدن (پولیش، polishing) و یا عملیاتی که به سطوح بافت دار مربوط می شوند، نیازی ندارند. Monolithos 3D کاشی هائی با اثرات تمام بدنه (فول بادی) به دست می دهد (یعنی اثرهائی در سرتاسر ضخامت کامل کاشی ها) و به ویژه برای فرآورده هائی که جهت تـقلید سنگ طبیعی طراحی می شوند، توصیه می گردد. این سامانه، وسیله ای فعال است و به سازنده اجازه می دهد تا کاشی هائی با اثرهای هندسی (با تاکید دوباره، به صورت تمام بدنه) تولید کند: اینها به خاطر استفاده از فرآیند لایه گذاری هماهنگ روی نواحی سطحی وسیع است. Monolithos 3D به آسانی روی تمام خطوط با پرس هائی که فاصله مابین ستون های آنها mm ۱۷۵۰ است، قابل نصب است. این پروژه یک بار دیگر بر این نکته صحه گذاشت که SACMI چگونه راه حل های فنی پیشرفته و نوآورانه را در پیش رو می گذارد.
* توضیح مترجم: تا جائی که در مرکز تحقیقات سرامیک SACMI در شهر ایمولا Imola (ژانویه 2005) و آن هم از روی پوستر در مورد این فناوری جالب متوجه شدم، این سامانه از تعدادی لوله تغذیه کننده که هر کدام از آنها رنگ مشخصی را وارد حفره قالب می کند، تشکیل شده است. میزان گرانول وارد شده به حفره قالب و نقاطی که باید آن رنگ مشخص در آنجا قرار بگیرد (منقطع، پیوسته، رگه دار و طرح های دیگر) با استفاده از برنامه کامپیوتری قابل تعریف است.
برای درک بهتر فرآیند، تصور کنید که مجموعه ای از مدادهای رنگی (یا ماژیک) را به هم بسته و در دست گرفته اید. حال می توانید چند رنگ را به طور همزمان یا تنها یک رنگ را به کاغذ اعمال نمائید و با حرکت دو بعدی این دسته مداد رنگی (یا ماژیک) بر روی صفحه مسطح کاغذ، طرح و نقش مشخصی ظاهر خواهد شد. در سامانه Monolithos 3D با توجه به این شیوه تغذیه قالب پرس، پیوستگی هر رنگ مشخص در کل ضخامت به طور سه بعدی و بر روی تمام ضخامت بدنه کاشی پرسلانی جلوه گر می گردد -
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 11:19 توسط مهندس ایمان رستگار
|
مواد اولیه مصرفی در صنعت کاشی و سرامیک از نظر سختی، مقاومت در برابر ضربه، تردی و رفتار خرد شدن با یکدیگر تفاوت های زیادی دارند. از طرف دیگر، اندازه مواد ورودی به داخل بالمیل ها و آسیاها محدود است. ابعاد بزرگ مواد اولیه شارژ شده به داخل آسیاها علاوه بر مشکلاتی که در هنگام بارگیری به وجود می آورد، سبب افزایش مدت زمان سایش و بالا رفتن مصرف انرژی می شود و ممکن بخشی از آن به صورت سایش نخورده در انتهای عمل آسیا باقی بماند که موجب بر هم خوردن ترکیب (فرمولاسیون) بدنه می شود. برای جلوگیری از ورود مواد اولیه با اندازه بزرگ و تعیین محدودیت حداکثر ابعاد ورودی به آسیاها از شبکه های فلزی بزرگ (مشابه الک) استفاده می گردد.
استفاده از شبکه ها در معادن تنها به مواد اولیه سخت مانند فلداسپارها و بعضی از انواع کائولنها محدود نمیشود، بلکه سایر مواد اولیه نسبتا نرم را هم در بر میگیرد. رسها و مواد اولیه پلاستیک (مانـند بنتونیتها) نیاز به سنگ شکن شدن در کارخانه ها ندارند و تنها از «رس خردکن» یا clay crusher برای ریزتر کردن کلوخه های آنها استفاده می شود. در کارخانه هائی که فاقد رس خردکن هستند، مناسب است که در محلی مناسب (نظیر انبار خاک یا در معدن و قبل از ارسال به کارخانه) عمل خردایش صورت گیرد.
از یکی از معادن بنـتونـیت در حوالی روستای نیاق (استان قزوین) گرفته شده اند و جهت حذف کلوخه های بزرگ بنـتونیتی، ماده اولیه توسط بیل مکانیکی روی شبکه فلزی بزرگ ریخته می شود. کلوخه های باقی مانده روی شبکه را با پتک خرد می کنند. توجه داشته باشید که در آب و هوای مرطوب (به خصوص در فصول بارانی و سرد و در مورد خاک های پلاستیک)، این عمل مشکل و طاقت فرساست و حجم داخل بیل مکانیکی به دلیل چسبیدن گل رس به سطح داخلی آن کاهش می یابد که لازم است به طور متـناوب تمیز شود.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 11:8 توسط مهندس ایمان رستگار
|
در طراحی فرمولاسیون بدنه کاشی پرسلانی باید عوامل متعددی را در نظر داشت: 1- استحکام خام: طبق اظهار مهندسان و تکنسینهای شرکت SACMI بالاتر از ۶Kg/cm2 باشد. 2- استحکام خشک: طبق اظهار مهندسان و تکنسینهای شرکت SACMI بالاتر از ۳۰Kg/cm2 باشد. برای این منظور: الف) حتی الامکان از بنتونیتها نباید استفاده شود یا درصد آن باید به زیر 5 درصد (منظور بنتونیت خالص) کاهش داده شود. بنتونیتها این معایب را در بدنه کاشی پرسلانی به وجود می آورند: الف-1- میزان انقباض در هنگام خشک شدن و در نتیجه احتمال ترک خوردن بدنه را افزایش میدهند. الف-2- بنتونیتها نفوذپذیری بدنه در مقابل نمکهای محلول (soluble salts) را کاهش میدهند. اعمال نمکهای محلول یکی از روشهای جالب دکوراسیون و ایجاد طرح در بدنه های پرسلانی است و در پستهای آتی به آن اشاره خواهد شد. الف-3- به دلیل حضور اکسیدهای رنگی کننده مانند Fe2O3 باعث تیره شدن رنگ بدنه میشوند. ب) از رسهای پلاستیک با پایه میکا و مسکویت استفاده شود (به کائولنهای اسمی ایرانی در پاراگرافهای بعدی مراجعه نمائید). پ) میزان استفاده از مواد پلاستیک را به مقداری که مقادیر حدی استحکامهای خام و خشک تامین شوند، کاهش دهید (به اضافه 20-10 درصد برای اطمینان بیشتر به خصوص در مورد استحکام خشک؛ یعنی به جای حدهای 6-30 به 6/6-33 یا 6/6-36 برسید). شایان ذکر است که بالا بردن استحکام خام «معمولا» دشوارتر از افزایش استحکام خشک است. * تذکر: با توجه به تجربیات به دست آمده در طراحی فرمولهای بدنه کاشی پرسلانی، مقادیر بیشتر از 5 و بیشتر از ۲۵Kg/cm2 نیز (به ترتیب برای استحکام خام و استحکام خشک بدنه) میتوانند مورد قبول باشند. هر چند که بهتر است برای بدنه های پرسلان لعابدار و برای تحمل چاپهای متعدد اعمال شده بر آن، همان گستره بالاتر از ۳۰Kg/cm2 در نظر گرفته شود. 3- انبساط پس از پرس: برای جلوگیری از بروز یا تشدید عیوبی مانند لب پریدگی و کنده شدن لبه ها و گوشه های کاشی، بهتر است علاوه بر بالابردن استحکام خام بدنه (که در این مورد بسیار کارساز است) با انتخاب مواد اولیه مناسب از بالا رفتن بیش از اندازه درصد انبساط پس از پرس ممانعت کرد. کائولنهای با درصد بالای کوارتز و بعضی از فلداسپاتها درصد انبساط پس از پرس را افزایش میدهند. عامل اصلی به وجود آورنده انبساط پس از پرس، فشار هوای حبس شده بین گرانولهاست. در مرحله اول پرس، خروج کامل هوای موجود در لابلای گرانولها ممکن نیست و این هوا به مانند گرانولها تحت فشار قرار گرفته و فشرده میشود (مشابه هوای فشرده شده در کمپرسورها). با برداشته شدن فشار، این هوای فشرده شده سعی دارد تا از داخل بدنه فرار کند. در هنگام خروج، اگر مقاومت قطعه خام شکل گرفته کمتر از نیروی هوای خروجی باشد، قطعه ترک خواهد خورد یا متلاشی خواهد شد. اگر قطعه خام این نیرو را تاب بیاورد، ابعادی بزرگتر از ابعاد قالب پرس خواهد داشت که از آن به انبساط پس از پرس تعبیر میشود. از دید بیشتر مهندسان، انبساط پس از پرس پائین معیاری از چسبندگی خوب ذرات به یکدیگر است. در هر صورت بهتر است این مشخصه به هیچ وجه از 8/0 درصد بیشتر نشود (حد متداول 7/0-55/0 درصد است). 4- جذب آب: در بدنه های کاشی پرسلانی لعابدار کمتر از 5/0 درصد و در بدنه های پرسلان تکنیکال و نمک محلول دو بازه کمتر از 3/0 درصد و یا کمتر از 1/0 درصد متداولند. بدیهی است که برای رسیدن به مقادیر کمتر جذب آب یا باید درصد فلداسپاتها را در فرمولاسیون بدنه افزایش داد، یا از فلداسپاتهای مرغوبتر (با درصدهای بالاتر اکسیدهای قلیائی Na2O و K2O) استفاده کرد یا دمای پخت را افزایش داد. طبق مقاله ها و نوشته های منتشر شده از سوی شرکت SACMI، در صورتی که مقدار اکسیدهای MgO و CaO زیاد نباشد، بهتر است مقادیر Na2O و K2O به ترتیب 5/4 و 7/1 درصد (با نسبت Na2O به K2O برابر با 65/2) باشند. در واقع، با توجه به خاکهای ایرانی میتوان با نسبتهای 00/1 تا 00/2 (بیشتر 6/1-2/1) نیز به مقصود رسید. شایان ذکر است که مقادیر Na2O و K2O را باید از تمام خاکها و مواد اولیه مصرفی محاسبه و جمع کرد نه فقط از فداسپاتها. اولین قدمها در طراحی یک بدنه پرسلانی خوب، به دست آوردن مجموع کافی Na2O+K2O و نسبت بهینه Na2O به K2O با توجه به دیگر اکسیدهای موجود در ترکیب بدنه است. معمولا درصد بالای فلداسپات ترجیح داده میشود اما باید توجه داشت که هر چند بالا بردن میزان فلداسپاتها میتواند مزایائی چون کاهش دمای پخت بدنه، رسیدن به جذب آب نزدیک به صفر، بهبود درجه صیقلی بودن سطح پس از پولیش (بالا رفتن میزان جلا) و بهبود توسعه رنگ در بدنه های کاشی پرسلانی رنگی در هنگام پخت را به همراه داشته باشد اما باعث افزایش تردی بدنه، کاهش ثبات ابعادی در هنگام پخت، کاهش بازه دمائی پخت در کوره، کاهش مقاومت در برابر عوامل شیمیائی (به خصوص اسیدها) و کاهش استحکام پخت (در صورت استفاده بیش از حد از فلداسپات) خواهد شد. مفید خواهد بود که نگاه یا مروری دوباره بر مبحث یوتکتیک (Eutectic) داشته باشید. - استحکام پخت: استاندارد مقدار بیشتر از ۲۲۵Kg/cm2 را تعریف کرده است اما در مقیاس صنعتی، مقادیر بالای 350 تا حدود ۶۰۰Kg/cm2 نیز دیده می شوند. برای داشتن مقدار بالای استحکام پخت، باید مقدار مناسبی از کائولن (و فلداسپار برای تراکم بیشتر در هنگام پخت) در بدنه استفاده کرد. درصد کائولنهای «اسمی» ایرانی در در فرمول بدنه تا 40 درصد نیز می تواند باشد؛ اما مقدار واقعی کانی «کائولینیت» بهتر است از 20 درصد بـیشتر نباشد.
کائولن های ایرانی مخلوطی از کوارتز، کائولینیت، کانیهای میکائی و غیره هستند و میتوان از لفظ کائولن اسمی در مورد آنها استـفاده کرد. در بعضی موارد، این «کائولن»ها استحکام خشکی تا ۵۰Kg/cm2 نیز دارند که می دانیم کانی کائولینیت نمی تواند این مقدار پلاستیسیته را از خود نشان دهد.
حضور مقادیر بیش از حد کائولن در فرمول بدنه مشکلاتی را مانند:
5-1- بالا رفتن میزان جذب آب؛
5-2- افزایش تردی بدنه به دلیل حضور مقدار بالای فاز بلوری مولایت که خود مسائلی از قبیل:
5-2-1- مستعد شدن برای کندگی ناحیه ای و لب پریدگی در هنگام پولیش محصولات بدون لعاب و
5-2-2- افزایش بیش از حد سختی سطح که باعث بالا رفتن میزان مصرف لقمه های سایای پولیش و افزایش فشار وارد بر آنها می شود و مصرف انرژی زیاد و استهلاک تسمه belt متحرک در خط پولیش را نیز به دنبال دارد.
5-3- در صورت بالا بودن بیش از اندازه مقدار کائولینیت فرمول بدنه و بالا رفتن مقدار فاز مولایت در هنگام پخت، در هم قفل شدگی (inter locking) بلورهای سوزنی مولایت میتواند موجب تشکیل ریز ترک های واقعی در مرز دانه ها شود. این خود باعث کاهش استحکام پخت بدنه خواهد شد.
بلورهای سوزنی مولایت در نمونه کائولن حرارت داده شده در˚۱۲۴۰C.
* تذکر: برای درک بهتر این پدیده میتوان فرمولی با درصد بالای کائولن را از دماهای نسبتا پائین (برای نمونه از 1180 تا 1220 یا ˚۱۲۴۰C) در بازه های ˚20C پخت داد و استحکام پخت و سایر خواص پخت آنرا بررسی کرد. شایان ذکر است که کاهش استحکام پخت بدنه ها با افزایش دمای پخت (از حد مجاز آن) نیز دیده می شود و دلیل آن ناپایداری و تجزیه مولایت ثانویه سوزنی شکل است.
5-4- افزایش دمای پخت بدنه به دلیل حضور مقادیر بالای کانی دیرگداز کائولینیت.
به هر حال، نقش مهم کائولن ها در افزایش سفیدی بدنه، استحکام پخت، ثبات ابعادی و کنترل (کاهش) انقباض در حین پخت را نمی توان نادیده گرفت.
6- پرت حرارتی (L.O.I): به صورت درصد کاهش وزن بدنه پخته نسبت به وزن همان بدنه در حالت خشک بعد از پخت آن تعریف می شود. نشان دهنده میزان مواد فرار (آب مولکولی، مواد آلی، کربنات ها، سولفات ها و غیره) در بدنه است. شاید بتوان گفت برای محصولات بدون لعاب تعریف سقـفی برای پرت حرارتی مشکل باشد؛ اما از آنجا که فشار ویژه پرس جهت شکل دهی بدنه بالاست و به همین دلیل نیز فشردگی بدنه خام زیاد است، در صورت بالا بودن مواد فرار در بدنه، سوختن و خروج آنها در هنگام پخت به سختی انجام خواهد شد و احتمال بروز عیب مغز سیاه (black core) به شدت بالا می رود. این عیب را در صورت وجود می توان با شکستن کاشی و با نگاه به مقطع شکست به آسانی دید.
به طور معمول بهتر است درصد پرت حرارتی کمتر از 4 (معمولا 5/3-5/2) باشد. برخی از انواع بالکلی ها به دلیل وجود مواد آلی بسیار در آنها نقش پر رنگی در بروز این عیب در بدنه های کاشی پرسلانی دارند و بهتر است مقدار آنها را تا حد ممکن (بهینه از نظر تأمین خواص مورد نظر) پائین آورد.
* تذکر: میزان استعداد فرمول بدنه در نشان دادن عیب مغز سیاه را می توان با پرس کردن گرانول بدنه تحت فشار ویژه بالا (تا 600Kg/cm2) و در ضخامت زیاد، پخت و سپس شکستن آن بررسی کرد.
7- دانسیته بالک خشک: معـیاری است از میزان تراکم بدنه در هنگام شکل دهی آن. برای اندازه گیری دانسـیـته بالک از روش غوطـه وری در جیـوه استـفاده می شود. برای این مـنـظور، جرم خـشک بـدنه در هوا (m1) و جرم غوطه وری آن وقتی به طور کامل در جیوه فرو رفته است (m2) اندازه گیری می شود. سپس، دانسیته بالک خشک از رابطه
DBULK, Dried = × 13.54 m2 / m1
به دست می آید که در آن 54/13 دانسیته جیوه (بر حسب gr/cm3) است.
فشارهای پرس استـانـداردی که برای شکـل دهی بدنـه های کاشی پـرسـلانـی به کار میروند، می توانند دانـسیته های بالک خشک در گستره 00/2-95/1 gr/cm3 ایجاد کنند.
بهترین بدنه های پرسلانی (مانند بدنه های شرکت Toda gres) دارای دانسیته بالک خشک بـیشـتر از9/1 gr/cm3 هستـند و در شرکت های ایرانی این عدد معمولا بیشتر از 8/1 gr/cm3 است.
برای افزایش این مشخصه باید از مواد پلاستیکی نظیر بالکلی ها در میزان مناسب و برای بهبود چسبندگی و سیلان ذرات در حین پرس استفاده کرد. دانسیته بالک خشک بالا می تواند نشان دهنده استحکام خام و خشک (نسبتا) بالا نیز باشد، هر چند عکس آن همیشه صادق نیست
8- دانسیته بالک پخت: در هنگام پخت با پر شدن تخلخلهای مابین ذرات توسط فاز مذاب، دانسیته بدنه افزایش و جذب آب کاهش می یابد. شاید بتوان حد نهائی دانسیته بالک پخت بدنه کاشی پرسلانی را حدود gr/cm3 ۲/۴۰-۲/۴۵ تعریف کرد. در صورتی که بدنه های مورد بررسی، بدنه های زیرکن دار (مانند بدنه های کاشی پرسلانی وایت و سوپروایت – white and super-white porcelain tile bodies) باشند، این مقدار بسته به میزان زیرکن (یا سیلیکات زیرکنیم ZrSiO4) به کار رفته در فرمول بدنه به بیشتر از gr/cm3 ۲/۴۲ نیز میرسد (زیرکن دانسیته تئوری نزدیک به gr/cm3 ۴/۶۷ دارد).
در صورتی که نمودار دمای پخت در مقابل دانسیته بالک پخت را رسم کنیم، از دماهای پائین تا گستره دمائی بهینه پخت دانسیته بالک افزایش می یابد. با افزایش بیشتر دمای پخت، افتی را در دانسیته بالک پخت شاهد خواهیم بود. دلیل آن در بعضی منابع، تجزیه اکسید آهن سه ظرفیتی به اکسیژن و اکسید آهن دو ظرفیتی قید شده است که اکسیژن آزاد شده طبق واکنش زیر باعث ایجاد تخلخلهای بسته در داخل بدنه و کاهش دانسیته بالک پخت می شود. Fe2O3 → 2FeO + 1/2 O2
احتمالا حضور اکسیدهای دیگر در فرمولاسیون بدنه (به عنوان کاتالیزور واکنش) همراه با دمای بالای پخت علت بروز این پدیده هـستـند. از آن جا که رسیدن به گـستره مطلوب جذب آب از اهداف اولـیه طراحی فرمول بـدنه کاشی پرسلانی محسوب می شود، دانـسیته بالک پـخت مطـلوب نیز تا حد زیـادی برآورده می شود. تـنها مسئـله ای که در اینجا مطرح می گردد کاهش میزان تخلخل های بسته (تخلخل های موجود در داخل بدنه که به سطح آزاد بدنه راه ندارند) است که می توانند با وجود مطلوب بودن جذب آب بدنه، مقادیر مطلوب دانسیته بالک پخت را نشان ندهند. در این حالت، یعنی در صورتی که جذب آب بدنه در گستره مناسب خود قرار داشته باشد اما دانسیته بالک آن پائین تر از حد مطلوب باشد، بیان گر حضور درصد قابل توجه تخلخل های بسته در داخل بدنه است. بالا بودن میزان تخلخل های بسته دست کم سه مشکل اساسی ایجاد می کند: 8-1- به دلیل کم کردن سطح مقطع تحمل کننده بار، استحکام پخت را کاهش می دهد. 8-2- به هنگام پرداخت (پولیش-polishing) ایجاد سطحی ناصاف می کند و میزان جلای سطح (یا به اصطلاح فنی متداول، لوکس- lux) را کاهش می دهد. در واقع حالتی شبیه به سنگ پا ایجاد می شود که با وجود صاف بودن نسبی سطح، میزان جلا و صیقلی بودن سطح پائین می آید. 8-3- تخلخل های بسته ای که در هنگام عمل پولیش شکسته شده اند، در واقع به تخلخل باز تبدیل می شوند و به عنوان عواملی برای افزایش جذب آب بدنه و کاهش مقاومت در برابر لکه پذیری مطرح می گردند.
واکس اعمال شده بر سطح کاشی پرسلانی پولیش شده در راحتی تمیز شدن سطوح تاثیر بسیار زیادی دارد. راه های پیشنهاد شده متداول برای کاهش میزان تخلخل های بسته بدنه عبارتند از: بالا بردن میزان بالکلی تا حد امکان، وارد کردن بیشترین میزان ممکن از فلداسپارها در فرمول بدنه و انتخاب نسبت بهینه فلداسپات های سدیک و پتاسیک، عدم استفاده از مواد اولیه تخلخل زا مانند دولومیت و کربنات ها (که در بعضی از بدنه های پرسلانی و به ویژه وایت و سوپروایت ولو در درصدهای پائین ممکن است مورد استفاده قرار گیرند)، انتخاب فشار ویژه شکل دهی بالا و بهینه و به کار گیری منحنی پخت مناسب در کوره. * تذکر یک: حداقل میزان جلا و صیقلی بودن سطح پولیش شده کاشی پرسلانی بدون لعاب باید 70 باشد. به عبارت دیگر باید دست کم 70 درصد نور فرودی از دستگاه جلاسنج به سمت آشکارساز آن بازتابیده شود. * تذکر دو: بدون استفاده از موادی به نام «واکس - wax» و اعمال آنها بر سطح پولیش شده کاشی پرسلانی نمیتوان مقاومت نسبتا کامل در برابر عوامل لکه گذار را انتظار داشت، اما با به حداقل رساندن میزان تخلخلهای بسته میتوان به بالاترین رده مقاومت در برابر عوامل لکه گذار در استاندارد نزدیک شد. * توجه: استفاده از مطالب این وبلاگ با ذکر کامل منبع مجاز است.
8- دانسیته بالک پخت: در هنگام پخت با پر شدن تخلخلهای مابین ذرات توسط فاز مذاب، دانسیته بدنه افزایش و جذب آب کاهش می یابد. شاید بتوان حد نهائی دانسیته بالک پخت بدنه کاشی پرسلانی را حدود gr/cm3 ۲/۴۰-۲/۴۵ تعریف کرد. در صورتی که بدنه های مورد بررسی، بدنه های زیرکن دار (مانند بدنه های کاشی پرسلانی وایت و سوپروایت – white and super-white porcelain tile bodies) باشند، این مقدار بسته به میزان زیرکن (یا سیلیکات زیرکنیم ZrSiO4) به کار رفته در فرمول بدنه به بیشتر از gr/cm3 ۲/۴۲ نیز میرسد (زیرکن دانسیته تئوری نزدیک به gr/cm3 ۴/۶۷ دارد).
در صورتی که نمودار دمای پخت در مقابل دانسیته بالک پخت را رسم کنیم، از دماهای پائین تا گستره دمائی بهینه پخت دانسیته بالک افزایش می یابد. با افزایش بیشتر دمای پخت، افتی را در دانسیته بالک پخت شاهد خواهیم بود. دلیل آن در بعضی منابع، تجزیه اکسید آهن سه ظرفیتی به اکسیژن و اکسید آهن دو ظرفیتی قید شده است که اکسیژن آزاد شده طبق واکنش زیر باعث ایجاد تخلخلهای بسته در داخل بدنه و کاهش دانسیته بالک پخت می شود.
Fe2O3 → 2FeO + 1/2 O2
احتمالا حضور اکسیدهای دیگر در فرمولاسیون بدنه (به عنوان کاتالیزور واکنش) همراه با دمای بالای پخت علت بروز این پدیده هـستـند.
از آن جا که رسیدن به گـستره مطلوب جذب آب از اهداف اولـیه طراحی فرمول بـدنه کاشی پرسلانی محسوب می شود، دانـسیته بالک پـخت مطـلوب نیز تا حد زیـادی برآورده می شود. تـنها مسئـله ای که در اینجا مطرح می گردد کاهش میزان تخلخل های بسته (تخلخل های موجود در داخل بدنه که به سطح آزاد بدنه راه ندارند) است که می توانند با وجود مطلوب بودن جذب آب بدنه، مقادیر مطلوب دانسیته بالک پخت را نشان ندهند. در این حالت، یعنی در صورتی که جذب آب بدنه در گستره مناسب خود قرار داشته باشد اما دانسیته بالک آن پائین تر از حد مطلوب باشد، بیان گر حضور درصد قابل توجه تخلخل های بسته در داخل بدنه است.
بالا بودن میزان تخلخل های بسته دست کم سه مشکل اساسی ایجاد می کند:
8-1- به دلیل کم کردن سطح مقطع تحمل کننده بار، استحکام پخت را کاهش می دهد.
8-2- به هنگام پرداخت (پولیش-polishing) ایجاد سطحی ناصاف می کند و میزان جلای سطح (یا به اصطلاح فنی متداول، لوکس- lux) را کاهش می دهد. در واقع حالتی شبیه به سنگ پا ایجاد می شود که با وجود صاف بودن نسبی سطح، میزان جلا و صیقلی بودن سطح پائین می آید.
8-3- تخلخل های بسته ای که در هنگام عمل پولیش شکسته شده اند، در واقع به تخلخل باز تبدیل می شوند و به عنوان عواملی برای افزایش جذب آب بدنه و کاهش مقاومت در برابر لکه پذیری مطرح می گردند.
واکس اعمال شده بر سطح کاشی پرسلانی پولیش شده در راحتی تمیز شدن سطوح تاثیر بسیار زیادی دارد.
راه های پیشنهاد شده متداول برای کاهش میزان تخلخل های بسته بدنه عبارتند از:
بالا بردن میزان بالکلی تا حد امکان، وارد کردن بیشترین میزان ممکن از فلداسپارها در فرمول بدنه و انتخاب نسبت بهینه فلداسپات های سدیک و پتاسیک، عدم استفاده از مواد اولیه تخلخل زا مانند دولومیت و کربنات ها (که در بعضی از بدنه های پرسلانی و به ویژه وایت و سوپروایت ولو در درصدهای پائین ممکن است مورد استفاده قرار گیرند)، انتخاب فشار ویژه شکل دهی بالا و بهینه و به کار گیری منحنی پخت مناسب در کوره.
* تذکر یک: حداقل میزان جلا و صیقلی بودن سطح پولیش شده کاشی پرسلانی بدون لعاب باید 70 باشد. به عبارت دیگر باید دست کم 70 درصد نور فرودی از دستگاه جلاسنج به سمت آشکارساز آن بازتابیده شود.
* تذکر دو: بدون استفاده از موادی به نام «واکس - wax» و اعمال آنها بر سطح پولیش شده کاشی پرسلانی نمیتوان مقاومت نسبتا کامل در برابر عوامل لکه گذار را انتظار داشت، اما با به حداقل رساندن میزان تخلخلهای بسته میتوان به بالاترین رده مقاومت در برابر عوامل لکه گذار در استاندارد نزدیک شد.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 11:3 توسط مهندس ایمان رستگار
|
طرحی برای کاشی سقف ولتائیک خورشیدی متمرکز عرضه شده است که بادوام است و در رنگ، با مواد متداولی که در کاربردهای سقف مصرف می شوند، سازگار است و اجازه می دهد تا یک سامانه (سیستم) سقفی که انرژی الکتریکی ارزان قیمت را از سلول ولتائیک خورشیدی تولید می کند، نصب شود.
طرح شامل موارد زیر است:
1- بستر الاستومری یا پلیمری برای کاشی سقف؛
2- یک سلول ولتائیک خورشیدی یکپارچه که به شکل کاشی سقف قالبگیری شده است و به صورت یک بخش کامل از کاشی سقف به نظر می آید؛
3- ماده پوشاننده محافظ تشکیل شده از شیشه روکش شده یا یک ماده شفاف پلیمری که اجازه می دهد تا اشخاص بدون خراب شدن پوشش، روی آن قدم بزنند و از طرف دیگر، سلول ولتائیک خورشیدی یا ماده بستر در زیر آن جاسازی شده و از وارد شدن آب به سلول ولتائیک خورشیدی جلوگیری می کند.
4- سیمها و صفحات الکتریکی ساخته شده در داخل ماده بستر که به سلول ولتائیک خورشیدی متصل می شود و وقتی کاشیهای سقف به شیوه متداول نصب می شوند، به یکدیگر متصل می شوند؛ به طوری که جریان از هر سلول ولتائیک خورشیدی از میان سامانه سقفی تا یک نقطه جمع کننده الکتریکی مشترک جریان می یابد. این جریان وارد سامانه القائی میشود که جریان مستقیم را به جریان متناوب تبدیل می کند و این جریان تبدیل شده وارد سامانه الکتریکی منزل یا شبکه برق عمومی می گردد.
+ نوشته شده در جمعه بیست و یکم بهمن ۱۳۹۰ ساعت 10:32 توسط مهندس ایمان رستگار
|
سرامیک مشتق از کلمه keramos یونانی است که به معنی سفالینه یا شئی پخته شده است. در واقع منشا پیدایش این علم همان سفالینههای ساخته شده توسط انسانهای اولیه هستند. در واقع قبل از کشف و استفاده فلزات، بشر از گلهای رس به علت وفور و فراوانی آنها و همچنین شکلگیری بسیار خوب آنها در در صورت مخلوط شدن با آب و درجه حرارت نسبتاً پایین پخت آنها استفاده میکرد. آلومینوسیلیکاتها که خاکهای رسی خود آنها به حساب میآیند، از عناصر آلومینیوم، سیلیسم و اکسیژن ساخته میشوند که این سه عنصر بر روی هم حدود 85 درصد پوسته جامد کره زمین را تشکیل میدهند. این سه عنصر فراوانترین عناصر پوسته زمین هستند.
برای مشاوره تخصصی در مورد مواد معدنی و سرامیک و برسی آنالیزها با آقای مهندس رستگار مکاتبه نمایید parsgeo@yahoo.com
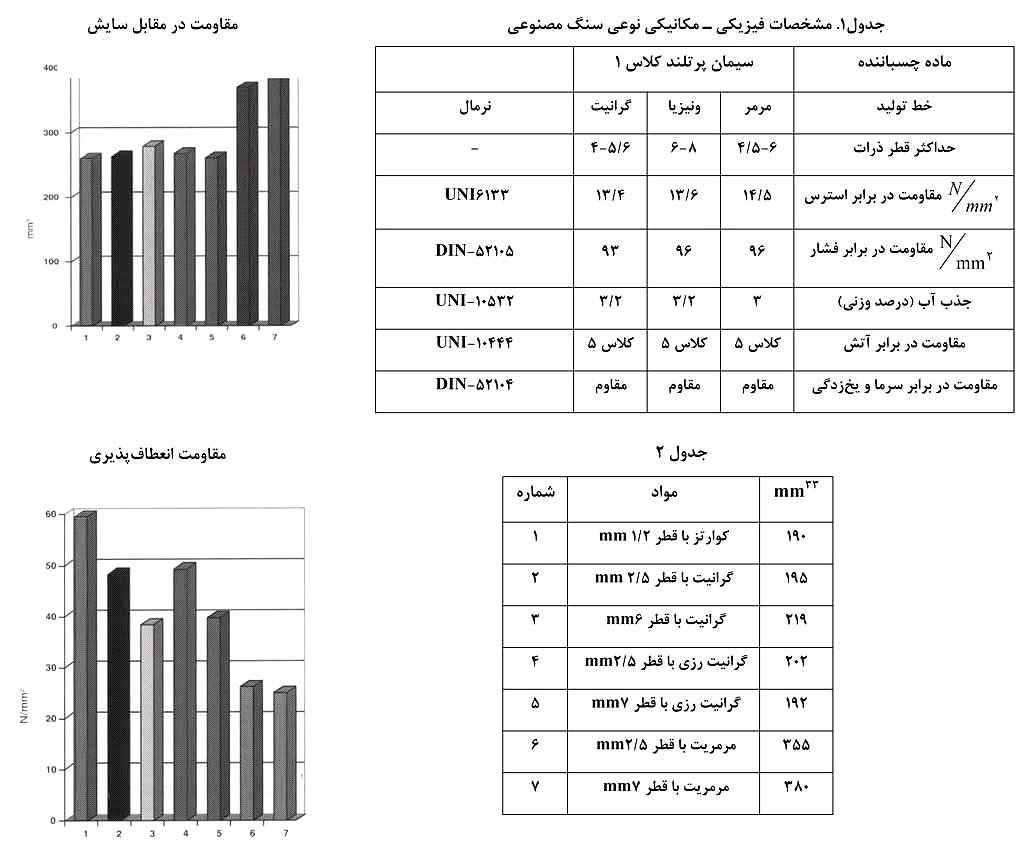
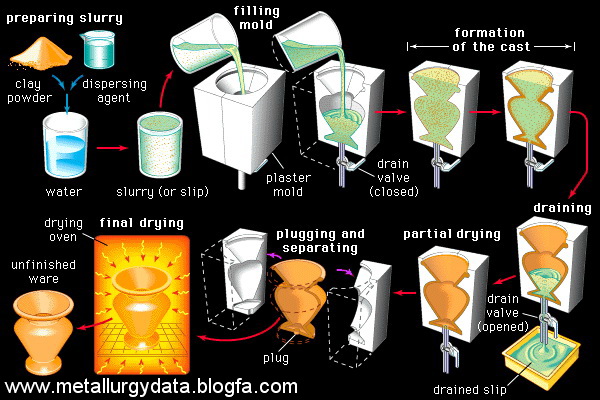









 محصول جدید، 5 آگوست 2008
محصول جدید، 5 آگوست 2008


















 طرحی برای کاشی سقف ولتائیک خورشیدی متمرکز عرضه شده است که بادوام است و در رنگ، با مواد متداولی که در کاربردهای سقف مصرف می شوند، سازگار است و اجازه می دهد تا یک سامانه (سیستم) سقفی که انرژی الکتریکی ارزان قیمت را از سلول ولتائیک خورشیدی تولید می کند، نصب شود.
طرحی برای کاشی سقف ولتائیک خورشیدی متمرکز عرضه شده است که بادوام است و در رنگ، با مواد متداولی که در کاربردهای سقف مصرف می شوند، سازگار است و اجازه می دهد تا یک سامانه (سیستم) سقفی که انرژی الکتریکی ارزان قیمت را از سلول ولتائیک خورشیدی تولید می کند، نصب شود.
 سرامیک مشتق از کلمه keramos یونانی است که به معنی سفالینه یا شئی پخته شده است. در واقع منشا پیدایش این علم همان سفالینههای ساخته شده توسط انسانهای اولیه هستند. در واقع قبل از کشف و استفاده فلزات، بشر از گلهای رس به علت وفور و فراوانی آنها و همچنین شکلگیری بسیار خوب آنها در در صورت مخلوط شدن با آب و درجه حرارت نسبتاً پایین پخت آنها استفاده میکرد. آلومینوسیلیکاتها که خاکهای رسی خود آنها به حساب میآیند، از عناصر آلومینیوم، سیلیسم و اکسیژن ساخته میشوند که این سه عنصر بر روی هم حدود 85 درصد پوسته جامد کره زمین را تشکیل میدهند. این سه عنصر فراوانترین عناصر پوسته زمین هستند.
سرامیک مشتق از کلمه keramos یونانی است که به معنی سفالینه یا شئی پخته شده است. در واقع منشا پیدایش این علم همان سفالینههای ساخته شده توسط انسانهای اولیه هستند. در واقع قبل از کشف و استفاده فلزات، بشر از گلهای رس به علت وفور و فراوانی آنها و همچنین شکلگیری بسیار خوب آنها در در صورت مخلوط شدن با آب و درجه حرارت نسبتاً پایین پخت آنها استفاده میکرد. آلومینوسیلیکاتها که خاکهای رسی خود آنها به حساب میآیند، از عناصر آلومینیوم، سیلیسم و اکسیژن ساخته میشوند که این سه عنصر بر روی هم حدود 85 درصد پوسته جامد کره زمین را تشکیل میدهند. این سه عنصر فراوانترین عناصر پوسته زمین هستند.