مواد ديرگداز (Refractories Material)
مواد ديرگداز مواد داراي مقاومت حرارتي هستند که در دماهاي بالا پايدار هستند و خواص فيزيکي و شيميايي شان در اين دماها حفظ مي گردد.
مواد ديرگداز گران بها هستند و هرگونه خرابي در اين مواد باعث افزايش زمان توليد،از بين رفتن ادوات و در برخي مواقع باعث از بين رفتن محصول مي گردد. نوع ديرگداز مصرفي بر روي ميزان مصرف انرژي و کيفيت محصول تأثير مي گذارد. بنابراين انتخاب نوع ديرگداز براي کاربردهاي معين بسيار مهم مي باشد. ديرگدازها همچنين براي فرآيند ايمن در توليد مواد ضروري است. نبايد براي پرسنل خط توليد و کساني که آنها را نصب مي کنند،شرايط خطرناک ايجاد کنند. ضمناً ديرگدازها نبايد در شرايط استفاده شدن و هم پس از اينکه به صورت زباله صنعتي در مي آيند،موجب آلودگي زيست محيطي شوند.
در اين مقاله نوع و خواص ديرگدازها را مورد بررسي قرار مي دهيم.

ديرگداز چيست ؟
ديرگدازها مواد غيرآلي، غير فلزي و مقاوم در برابر حرارت هستند که اين مواد مي توانند در مقابل عوامل ساينده و يا خورنده در دماهاي بالا مقاومت کنند. اين عوامل خورنده و يا ساينده مي توانند در حالت جامد، مايع و يا گاز باشند. به خاطر وجود شرايط متنوع محيطي، انواع متنوعي از ديرگدازها با خواص متفاوت ساخته شده اند. ديرگدازها از مواد پخته شده، مواد شيميايي و انواع چسب هاي کربني(بايندرهاي کربني) تشکيل شده اند. اين مواد داراي گستره شيميايي متنوع هستند و داراي اشکال مختلفي نيز هستند. (ترکيب شيميايي و اشکال استفاده از ديرگدازها بر اساس کاربردهاي گوناگون آنها تعيين مي شود)
ساختار فازي مواد ديرگداز
ديرگدازها از مواد ناهمگون ، چند ترکيبي و داراي تخلخلي هستند. در ساختار اين مواد ، سنگ دانه هاي پايدار در برابر حرارت بوسيله ي فازهاي چسبنده و افزودني ها در کنار هم قرار گرفته اند.
مواد ديرگداز در دماهاي پايين شبه تردند و هنگامي که دما بالا مي رود از خود رفتار ويسکوز نشان مي دهند. بخاطر تغييرات نقطه به نقطه در ريزساختار ديرگدازها و انعطاف پذير نبودن آنها، استحکام در محل هاي مختلف ديرگداز متفاوت است. اين مواد به خاطر خزش در دماي بالا يا تغيير شکل پلاستيکشان شاخص هستند. تردي و مدول الاستيک بالاي اين مواد باعث شده است تا در برابر تنش هاي حرارتي و شک ها حساس بوده و در تحت اين شک ها بشکنند.
ديرگدازها براي چه کاربردهايي مصرف مي شوند؟
ديرگدازها ابتدائاً بوسيله صنعت متالوژي مورد استفاده قرار مي گرفت. در اين صنعت کوره هاي ذوب فلزات و خطوط نقل و انتقالات مذاب و سرباره بوسيله ي مواد نسوز پوشش داده مي شد.همچنين جداره هاي دودکش ها و مجاري عبور گاز نيز بوسيله مواد ديرگداز پوشش دهي مي شود. با توجه به کاربردها، ديرگدازها بايد تأثيرات مخربي همچون مواد سايش، فشار، عوامل شيميايي، شک حرارتي، ضربات فيزيکي، تجزيه هاي حرارتي، و... تحمل کند. اين عوامل مخرب معمولاً در دماي بالا اتفاق مي افتد.
از آنجايي که فرآيندهاي متالوژي نيازمند دماهاي عملياتي بالاست، مواد ديرگداز مورد استفاده در اين صنعت بايد در دماهاي بالا و پايين تر از دماي عملياتي پايدار باشند. در جدول يک دماي ذوب برخي از عناصر که در متالوژي از آنها استفاده مي شود، آورده شده است.
.jpg)
لازمه هاي ديرگدازي
لازمه هاي عمومي يک ماده ي ديرگداز را مي توان به صورت زير بيان کرد:
1) قابليت تحمل در دماهاي بالا
2) قابليت تحمل در برابر تغيرات ناگهاني دما
3) قابليت تحمل برخورد با فلزات مذاب، گازهاي گرم و خوردگي سايشي(erosion)و...
4) قابليت تحمل فشار در شرايط کارکرد
5) قابليت تحمل در مقابل بارگذاري و نيروهاي سايشي
6) ضريب انبساط حرارتي پايين
7) قابليت نگهداري حرارت
8) نداشتن قابليت ترشوندگي و جلوگيري از نفوذ مواد در تماس با آنها (مانند سرباره و مذاب فلزي)
ديرگدازها از چه موادي ساخته مي شوند؟
مواد خامي که عمدتاً در توليد ديرگدازهاي اساسي استفاده مي شوند عبارتند از:
منيزيم کربنات (magnesites) ، دولوميت، کاني هاي کروم دار (chrome ore)، اسپينل و کربن
آجرهاي ديرگداز اساسي مانند آجرهاي منيزيا-کروميتي و منيزيا- اسپنلي از کلينکر مصنوعي اکسيد منيزيم (synthetic magnesia clinker) يا منيزياي طبيعي پخته شده به همراه سنگ معدن کروم دار و پيش واکنش دهنده اسپنيل و يا مواد پوشش دهنده ي آلومينيايي ساخته مي شوند. اسپينل که يک ساختار مقاوم در برابر شک هاي حرارتي است. يا در آجر اوليه وجود دارد و يا در طي حرارت ديدن آجر در محيط کار توليد مي شود.
توسعه ي ديرگدازها با گذر زمان
سال 1950، تکامل و استفاده از ديرگدازهاي منيزيايي به همراه کربن. اين ديرگدازها با ديرگدازهاي دولوميتي و به صورت ترکيبي استفاده مي شوند. اين ديرگدازها در ابتدا براي کوره هاي اوليه اکسيژني (furnace basic oxygen) توسعه يافتند. تقريباً در همان سال ها خلوص منيزيا به عنوان يک فاکتور مهم مورد توجه قرار گرفت و دانه هاي منيزيايي با خلوص بالا و با درصد بورکم ( % 96 ) به صورت وسيع مورد استفاده قرار گرفت.در اين نوع ديرگدازها نسبت آهک به سيليس 1-3-2است.سال 1980 ، دير گدازهاي منيزيا گرافيتي توسعه يافتند .در ابتدا اين ديرگدازها با درصد کربن بيشتر و سپس با اضافه کردن افزودني هاي آنتي اکسيدان ميزان کربن باقي مانده در اين نوع ديرگدازها افزايش يافت. در سال هاي اخير، تمايلات به سمت استفاده از ديرگدازهاي مهندسي (engineered refractories) افزايش يافته است. اين نوع ديرگدازها داراي مکانيزم هاي سايش خاص هستند. در اين نوع ديرگدازها، افزودني هايي از جمله اکسيدآهن خالص و کربنات منيزيم فيوزد (fused magnesite) در مقادير کم اضافه مي شود تا ويژگي هاي خالص در آجرها بوجود آيد. اين افزودني ها عمدتاً کمتر از 6% کل مخلوط را تشکيل مي دهند. هنگامي که دانه هاي منيزيايي زنيته شده درشت تر شوند، ديرگدازها مقاومت خوردگي بهتري پيدا مي کند.
.jpg)
نقطه ذوب مواد ديرگداز در حالتي که خالص باشند در گستره 1815-3315 درجه سانتيگراد است. در جداول 2و3 نقطه ذوب چندين ترکيب ديرگداز آورده شده است. ديرگدازها در شرايط کاري تنها مي توانند مقدار کمي فاز مذاب(حدود 5-1 درصد) را در ساختارشان تحمل کنند و خواص ساختاري شان را حفظ کنند. البته بحث هاي بعدي نشان مي دهد که به هر حال استفاده از بسياري از اين مواد به دليل عواملي همچون قيمت يا ناپايداريشان در اتمسفرهاي خاص محدود شده است. همچنين وجود ناخالصي هاي ابتدايي و يا ناخالصي هايي که در محيط کاربرد به نسوز وارد مي شوند، باعث کاهش چشم گير نقطه ذوب آنها مي شود.
.jpg)
ويژگي هاي ديرگدازها
خواص مهم ديرگدازها که بيشتر مورد بررسي قرار مي گيرد عبارتند از : ترکيب شيميايي، دانسيته بالک (density bulk)، تخلخل ظاهري(apparent porosity)، گرانش ويژه ي نسبي (specific gravity apparent) و استحکام در دماهاي معمولي.
اين خواص اغلب از جمله خواصي است که براي کنترل توليد و فرآيند کنترل کيفيت استفاده مي شود. ترکيب شيميايي به عنوان پايداري براي طبقه بندي ديرگدازها استفاده مي شود. دانسيته، تخلخل و استحکام محصولات پخته شده از فاکتورهاي زيادي تأثير مي پذيرد. از ميان اين فاکتورهاي زياد مي توان به نوع و کيفيت مواد اوليه، اندازه و شکل ذرات، درصد رطوبت مواد در طي فرآيند پرس کردن، فشار پرس، دما و مدت پخت، اتمسفر کوره و سرعت سرد کردن اشاره کرد.
تعدادي از خواص مهم ديرگدازها در زير آورده شده است:
1) دماي ذوب (melting point)
مواد خالص در دماي معيني و در يک آن ذوب مي شوند. اکثر مواد ديرگداز داراي ذرات ديرگدازي هستند که به هم چسبيده اند. در دماي بالا، فاز شيشه اي مذاب مي شود و هنگامي که دما بالاتر رود، محلولي از اجزاي ديرگداز پديد مي آيد. اين محلول مانند يک دوغاب مي ماند. دمايي که در آن مخروط زگر به علت وزن خودش تغيير شکل دهد، دماي ذوب ديرگداز ناميده مي شود. جدول بالا نشان دهنده ي چند ترکيب خالص است که به عنوان ديرگداز از آنها استفاده مي شود.
2) اندازه (size)
اندازه و شکل ديرگداز يکي از خصوصيات طراحي است. اين مسأله يکي از مباحث مهم در طراحي بشمار مي آيد زيرا اين مسأله بر روي پايداري ساختار تأثير مي گذارد. دقت و اندازه براي جاهايي که قطعات ديرگدازها مي خواهند با هم جفت شوند، بسيار مهم مي باشد. دقت و اندازه مناسب باعث کمينه شدن ضخامت و جفت شدن بهتر ساختار مي شود.
3) دانسيته ي بالک (Bulk Density)
يک خصوصيت مفيد براي ديرگدازها دانسيته بالک است. اين خاصيت نشان دهنده ي ميزان ماده موجود در حجم معين است. افزايش دانسيته بالک يک ديرگداز باعث افزايش پايداري حجم و ظرفيت گرمايي ديرگداز مي شود. و نفوذ مذاب را در ديرگداز کاهش مي دهد.
4) تخلخل (Porosity)
تخلخل ظاهري (apparent porosity)، اندازه گيري حجم تخلخل هاي باز است. (اين تخلخل هاي باز مي توانند بوسيله ي يک مايع پر شوند)
تخلخل ظاهري بر حسب درصد نسبت به حجم نشان داده مي شود. اين خصوصيت يکي از خصوصيات مهم ديرگدازهايي است که در تماس مستقيم با مذاب و سرباره هستند. تخلخل ظاهري پايين مطلوب است. زيرا اين مسأله از نفوذ مواد ناخواسته به داخل ديرگداز جلوگيري مي کند. همچنين به هم پيوسته بودن تخلخل ها، تأثيرات مهمي بر رفتار ديرگدازها دارد. عموماً در شرايطي که تعداد تخلخل ها برابر باشد، تخلخل ها با ابعاد کوچک تر مطلوب ترند. به هر حال، اندازه گيري واقعي تخلخل واقعي که در آن حجم تخلخل هاي بسته نيز محاسبه مي شود،ايده مناسبي براي آگاهي از خصوصيات مواد مانند خواص زنيته شدن است.درحقيقت، تخلخل، دانسيته بالک و دانسيته ظاهري جامد از ويژگي هاي حياتي اشکال ديرگداز است.
5) استحکام فشاري سرد (cold Crushing Strength)
استحکام فشاري سرد نيز يکي از خواص خوبي است که به همراه ديگر خواص مورد بررسي قرار مي گيرد. اين خاصيت نشان دهنده ي قابليت تحمل بار اعمالي بر جسم است. و مي تواند به همراه ساير خواص مانند دانسيته بالک و تخلخل به عنوان نشانه اي براي ميزان پخت قطعه و يا مقاومت به سايش قطعه است.
6) نقطه نرمي (Pyrometric cone Equivalent)
دمايي که در آن يک ديرگداز بواسطه وزن خودش تغيير شکل مي دهد دماي نرم شدگي (Softening tempreture) ناميده مي شود. اين دما بوسيله ي مخروط هاي آذر سنجي اندازه گيري مي شود. ديرگدازها به خاطر داشتن ترکيب شيميايي پيچيده، به طور تدريجي ذوب مي شوند. در واقع اين مواد در يک گستره ي دمايي ذوب مي شوند. از اين رو ديرگدازي يا نقطه ي گداز اين مواد به روش مخروط هاي استاندارد تعيين مي شود. مخروط هاي استاندارد آذرسنجي براي تعيين دما، تنها دماي نرم شدگي را به ما نشان مي دهند. اما در شرايط کاري ديرگدازها، علاوه بر دما، بار نيز ديرگداز وارد مي شود که مي تواند باعث تغيير فرم ديرگداز در دماهاي بسيار پايين تر از نقطه نرم شدگي بشود. با تغيير در شرايط محيطي مانند اتمسفر کاهنده، اعداد به دست آمده از اين روش دماسنجي تغيير بسياري مي کند.
7) ديرگدازي تحت بارگذاري (refractoriness under load)
تست ديرگدازي تحت بارگذاري (the refractoriness under load) که به آن تست RUL نيز مي گويند، به ما دماي متلاشي شدن آجرها در شرايط کاري را مي دهد.
به هرحال، در شرايط کاري واقعي که تنها يک سمت آجر حرارت مي بيند،بخش سردتر آجر که حالت سبک تري دارد، مقدار بيشتري از نيروي اعمالي بر آن را تحمل مي کند. از اين رو، تست RUL نشان دهنده شاخصي از ميزان ديرگدازي است. و مي توان از آن در طراحي استفاده کرد. در شرايط کاري که ديرگداز از همه ي جهات تحت حرارت دهي است مانند شبکه ها (checkers)، تيغه ها (Partion walls) و...، داده هاي مربوط به تست RUL، کاملاً معنادارند.
8) خزش در دماي بالا (Creep at high tempreture)
خزش يک خاصيت وابسته به زمان است. که معين کننده تغيير شکل ماده ي تحت بارگذاري در زمان معين و در دماي معين است. ملاک مورد پذيرش براي مواد ديرگداز عموماً اين است که مقدار خزش فشاري در دما و بارگذاري مورد نظر بيش از 0.3 درصد در 50 ساعت اول بارگذاري نشود. اين مقدار بدين علت تعيين شده است که سرعت خزش در انتهاي منحني خزش به مقدار ناچيزي کاهش مي يابد. در صورتي که مقدار خزش فشاري ديرگدازي بيش از 0.3 درصد نرسد، اين ديرگداز مناسب است و مي توان آن را با ايمني بالا استفاده کرد.
9) پايداري حجمي (Volume Stability)، انبساط (expansion) و شرنيکيج (shrinkage)در دماي بالا
انقباض يا انبساط ديرگدازها مي تواند در طي شرايط کاري اتفاق افتد.اين تغييرات دائمي در ابعاد ممکن است به دلايل زير رخ دهد:
الف) تغيير در فرم هاي آلوتروپيک که باعث تغيير در وزن مخصوص مي شود.
ب) وقوع يک واکنش شيميايي در ديرگدازها. که باعث بوجود آمدن يک ماده ي جديد با وزن مخصوص جديد مي شود.
ج) ايجاد فاز مايع
د) واکنش هاي زينترينگ
ه) اين مسئله ممکن است اتفاق افتد که بر روي ديرگداز واکنش خاصي رخ دهد و سيليکات آلوميناي - قليايي بوجود آيد. اين ماده انبساط زيادي دارد و باعث شکستن قطعه مي شود. تشکيل سيليکات آلوميناي قليايي مثالي از تخريب و تغيير شکل ديرگدازها است که عموماً در کوره بلند رخ مي دهد.
در حالي که اين مسأله روشن شده است که تمام اين تغييرات در طي فرآيند ساخت رخ مي دهد ولي به خاطر مسائل اقتصادي برطرف کردن آن ها ممکن نيست زيرا فرآيندهاي توليد تصحيح شده زمان بر هستند. تغيير خطي دائمي (PLC) بر روي پيش گرم کردن و سرد کردن آجرها دلالتي بر پايداري حجمي محصول است. اين مسأله به طور خاص در هنگام اندازه گيري درجه ي تبديل در توليد آجرهاي سيليسي، اهميت پيدا مي کند.
10) انبساط گرمايي بازگشت پذير
هر ماده اي در هنگام حرارت ديدن، منبسط مي شود و در هنگام سرد شدن منقبض مي شود. انبساط گرمايي بازگشت پذير بازتابي است از تغييرات فازي که در هنگام گرم وسرد کردن رخ مي دهد. تغيير خطي دائمي (PLC) و انبساط گرمايي برگشت پذير براي ساخت نسوزها در نظر گرفته مي شود. تا قطعات به هم متصل دچار مشکل نشوند. به عنوان نمونه يک قانون کلي،احتمال خرد شدن و از هم پاشيدن آن دسته از موادي که ضريب انبساط حرارتي کمتري دارند، کمتر است.
11) رسانش گرمايي (Thermal Conductivity)
رسانش گرمايي به ترکيب شيميايي و مينرالي ماده، دماي کاربرد و فاز شيشه اي موجود در ديرگداز وابسته است. اگرچه اين خاصيت يکي از خاصيت هاي کم اهميت در بررسي ديرگدازهاست ولي اين خاصيت مشخص کننده ضخامت آجر کاري است. رسانش معمولاً با افزايش دما تغيير مي کند. در مواردي که نياز به انتقال حرارت از بين ديواره باشد براي مثال در تقويت کننده ها و بخش هاي بازيافت انرژي، ديرگداز بايد رسانش گرمايي بالايي داشته باشد. رسانش گرمايي پايين براي صرفه جويي در مصرف انرژي مناسب مي باشند. در اين حالت ديرگداز مانند يک عايق عمل مي کند. براي بدست آوردن خاصيت عايق کاري بايد از هدر رفت گرما جلوگيري کند اما اين خاصيت موجب افزايش دماي سطح مي گردد و از اين دو بايد از ديرگداز با کيفيت بالايي استفاده کنيم. با توجه به اين مسأله، معمولاً عايق کاري در سقف کوره ي فولادسازي دهانه باز (Open- hearth furnaces) انجام نمي شود. به عبارت ديگر اين مسأله باعث مي گردد که عايق به دليل ايجاد چکه هايي برروي سطحش ، بشکند. بسته به خواص ديرگداز از مصرفي در بخش ارتباط با حرارت مانند ظرفيت تحمل بار در دماي بالا (Capacity high temperature load bearing)، اين مسئله ممکن است نياز باشد که کيفيت آجر مصرفي را بالا ببريم که علت آن بالا رفتن دما به خاطر خاصيت عايق کاري آنهاست.
ديرگدازهاي سبک با رسانش گرمايي پايين در کوره هايي کاربرد دارند که در آنها با استفاده از دماهاي نسبتاً پايين کار عمل آوري گرمايي صورت مي گيرد. در اين کاربردها، عملکرد ثانويه ي ديرگداز معمولاً صرفه جويي در مصرف انرژي است. مصرف اين نوع ديرگدازها در کوره هاي نوع منقطع (furnaces batch type) بيشتر است. در اين کوره ها ظرفيت گرمايي پايين ساختار ديرگداز باعث مي شود تا گرماي ذخيره شده در طي فرآيند سردو گرم کردن سيکلي کمينه شود
ديرگدازها چگونه دسته بندي مي شوند؟
ديرگدازها را مي توان براساس ترکيب شيميايي وروش توليد يا شکل فيزيکيشان دسته بندي کرد.علاوه براين تقسيم بندي ها، ديرگدازها را براساس کاربرد نيز مي توان طبقه بندي کرد مثلاً ديرگدازهاي کوره بلند (blast furnace refractories) . اين ديرگدازها به طور مداوم مورد تجديد نظر قرار مي گيرند وتغيير مي کنند.
درزير برخي از طبقه بندي هاي ديرگداز آورده شده است :
طبقه بندي ديرگدازها براساس ترکيب شيميايي
از نقطه نظر شيميايي ، مواد ديرگداز به سه دسته تقسيم بندي مي شوند که عباتنداز:
1)ديرگدازهاي اسيدي
2)ديرگدازهاي بازي
3)ديرگدازهاي خنثي
ديرگدازهاي اسيدي :
اين ديرگدازها درمحل هايي استفاده مي شوند که اتمسفر و سرباره اسيدي هستند.اين ديرگدازها دربرابر اسيدي ها مقاوم اند ولي دربرابر حمله ي مواد قليايي ضعيف هستند.ماده ي اوليّه ي عمده ي اين گروه از ديرگدازها برگروه RO2 (مانند سيليس) (Sio2)، زير کونيا (Zro) و رس آلومينا سيليکاتي (Al2o3. 2zio2.2H2o) متعلق هستند.
ديرگدازهاي خنثي :
اين ديرگدازها درمحل هايي استفاده مي شوند که سرباره و اتمسفر وضعيت معيني ندارند و گاهاً بازي يا اسيدي است. اين ديرگدازها در مقابل عوامل اسيدي و بازي پايدارند. مواد اوليّه ي عمده ي اين ديرگدازها به گروه R2O3 تعلق دارد. البته ترکيب شيميايي ديرگدازهاي خنثي تنها به گروه R2O3 محدود نمي شود ، مثال هاي معمولي از اين مواد عبارتند از : آلومينا (Al2o3) اکسيد کروم (cr2o3) و کربن (c)
ديرگدازهاي بازي :
اين ديرگدازها درمحل هايي استفاده مي شوند که اتمسفر و سرباره هستند. اين ديرگدازها در برابر بازها مقاومند ولي با اسيد واکنش مي دهند. مواد اوليّه ي عمده دراين گروه از ديرگدازها به گروه RO متعلق هستند. اکسيد منيزيم (Mgo) متداولترين مثال از اين ديرگدازهاست. مثال هاي ديگر از اين ديرگدازها عبارتند از : ديرگدازهاي دولوميتي و ديرگدازهاي منيزيا-کروميتي (chrome - magnesite) .
ديرگدازهاي بازي بسيار مشهورند زيرا اين ديرگدازها مقاومت به خوردگي خوبي دربرابر سرباره هاي بازي وگرد وغبار شيميايي در دماهاي بالا دارند.برخي از گروه هاي ديرگدازهاي بازي توسعه يافته اند که داراي مقاومت عالي دربرابر سرباره هاي اسيدي نيز هستند.
الف) اکسيد منيزيم (mgo) يک اکسيد فلزي دوتايي از منيزيم است .اين اکسيد درهنگامي که خلوص بالايي داشته باشد داراي دماي ديرگدازي بالايي است .مينرال اکسيد منيزيم پريکلاژ (periclase) ناميده مي شود.ناخالصي هايي که در اکسيد منيزيم طبيعي وسنگ معدن کرم دار وجود دارد موجب مي شود تا ترکيبي با دماي ذوب پايين ايجاد شود،که ديرگدازي را بسيار کاهش مي دهد.
ب) ترکيبات منيزيا-کروميت داراي استحکام مکانيکي خوبي است ودر دماي بسيار بالا، پايداري ابعادي خوبي نيز دارد. ديرگدازهاي منيزيا-کروميتي مقاومت به خوردگي خوبي در برابر سرباره هاي بازي دارند وبراي صنايع فولاد ومس مناسب مي باشند.
ترکيبات منيزيا-کروميت داراي انبساط حرارتي پايين تري نسبت به ترکيبات داراي مقادير بالاي اکسيد منيزيم هستند.
ج) ترکيبات با خلوص بالا و بدون کروم از اکسيد منيزيم که از آب درياها وآب شور بدست مي آيند داراي بيشترين ديرگدازي هستند ودر مقابل اکسيد آهن نيز از خود مقاومت نشان مي دهند
د) ترکيبات کربن -منيزيا داراي 5-35% کربن هستند.کربن افزوده شده به اين ديرگدازها از افزودن گرافيت ورقه اي طبيعي حاصل مي شود ديرگدازهاي کربن -منيزيايي مقاومت بسيار بالايي دربرابر سرباره هاي فولاد سازي دارند.
از لحاظ تئوري ، ديرگدازهاي اسيدي نبايد درتماس مستقيم با سرباره هاي بازي، گازها ويا گرد وغبار بازي قرارگيرد.درحالي که ديرگدازهاي بازي بهترين گزينه براي استفاده شدن درمحيط هاي بازي هستند.در واقع به خاطر دلايل مختلف، اين قوانين تئوريک اغلباً شکسته مي شوند .از اين رو، طبقه بندي شيميايي ديرگدازها عمدتاً تقسيم بندي آکادميک است وتنها به ما کمک مي کند تا کاربردهاي واقعي ديرگدازها را بفهميم.همچنين وجود ديرگدازي که واقعاً خنثي باشد، ممکن است شک برانگيز باشد.
طبقه بندي براساس روش توليد
ديرگدازها مي توانند به يکي از روش هاي زير توليد شوند.
1) روش پرس خشک (Dry Dress Process)
2) ريخته گري مذاب (fused Cast)
3) قالبگيري دستي (hand Moldes)
4) شکل دهي پخته شده ، خام و يا بايندر شيميايي
5) بي شکل(مونوليتيک -پلاستيک-جرم هاي کوبيدني -تزريقي - قابل قالب گيري و اسپري شونده)
طبقه بندي براساس شکل فيزيکي
ديرگدازها را بر اساس شکل فيزيکشان نيز مي توان طبقه بندي کرد.اين مواد مي توانند ديرگدازهاي شکل داده شده و يا بي شکل باشند.ديرگدازهاي شکل داده شده عموماً به عنوان آجرهاي ديرگدازه وديرگدازهاي بي شکل به عنوان ديرگدازهاي مونوليتيک معروفند. ديرگدازهاي شکل داده شده (Shaped refractones)
ديرگدازهاي شکل داده شده آنهايي هستند که در هنگام تحويل به مصرف کننده داراي شکل معيني هستند ما اين ديرگدازها را آجر مي ناميم
شکل آجرها ممکن است به دو حالت تقسيم بندي شوند.يکي از آنها اشکال استاندارد است وديگري اشکال خاص.اشکال استاندارد داراي ابعادي هستند که بوسيله ي اکثر توليد کنندگان ديرگدازها مورد قبول است.واين توليد کننده ها از اين ابعاد پيروي مي کنند.اين ديرگدازها عموماًٌ در کوره هاي همسان قابل کاربرد هستند.
ديرگدازهاي شکل داده شده عمدتاً بوسيله ي ماشين پرس توليد مي شود .بنابراين انتظار مي رود که خواص آنها هموژن باشد.البته برخي از ديرگدازهاي شکل داده شده که بوسيله ي قالب گيري دستي توليد مي شوند داراي خواص غير هموژني هستند.
ديرگدازهاي بي شکل (unshped Refractones)
ديرگدازهاي بي شکل داراي هندسي معيني نيستند و در حين کاربرد شکل داده مي شود.اين دير گدازها بيشتر با نام ديرگدازها مونوليتيک شناخته مي شود.اين ديرگدازها به صورت زيرطبقه بندي مي شود.
الف) ديرگدازهاي پلاستيک (pbstic refractories)
ديرگدازهاي پلاستيک، مخلوط هايي هستند که در حالت پلاستيک وسفت آماده مي شوند.واين نوع ديرگدازها به صورت توده هايي که در لفاف پلي اتيلن پيچيده شده اند،به مصرف کننده تحويل داده مي شوند .درحين استفاده توده ي بزرگ از اين نوع ديرگداز به قطعات کوچک تر بريده مي شود وبدون هيچ عمل ديگر برروي آن، درمکان مورد نظر پاشيده ويا کوبيده مي شود.اين کار بوسيله ي يک کوبنده ي بادي انجام مي شود.اين ماده ي پلاستيک به راحتي به هر شکل وفرم مورد نظر تبديل مي شود.
ب) مخلوط هاي کوبيدني (Ramming Mixes)
مواد ديرگداز کوبيدني آنهايي هستند که از اندازه ي ذرات شان به دقت درجه بندي شده است تا بتوان آنها را راحت تر اعمال کرد.اين مواد عموما به صورت خشک به مصرف کننده تحويل داده مي شوند. مصرف کننده درهنگام نياز اين ديرگدازها را با مقدارکمي آب مخلوط مي کند وسپس از آنها استفاده مي کند.مخلوط هاي کوبيدني نيز وجود دارند که به صورت مرطوب به مصرف کننده تحويل داده مي شوند. ودرهمان زمان قابل استفاده هستند.استفاده از آنها بوسيله ي کوبنده هاي بادي انجام مي شود.
ج) مخلوط هاي قابل ريختن (Castable)
قابل ريختن براين مسئله دلالت دارد که اين مواد به طور طبيعي قابليت گيرش هيدورليک دارند.اين ديرگدازها موادي هستند که داراي درصدي با يندر سيماني(معمولا سيمان آلوميناتي)هستند.اين ديرگدازها وقتي با آب مخلوط شوند قابليت گيرش هيدروليک دارند. مواد چسبنده ي کلسيم آلوميناتي بايد به خوبي دراين ديرگدازها پيوند ايجاد کنند تا از جذب رطوبت به داخل ديرگدازها جلوگيري شود. علاوه براين مسئله استحکام اين بايندر پس از 6 تا 12 ماه شروع به کاهش مي کند اين مواد به صورت ريختگي اعمال مي شوند.وهمچنين به نام بتن هاي ديرگدازها معروفند.
د) مخلوط هاي پاشيدني (Gunning Mixes)
مخلوط هاي پاشيدني مواد ديرگدازي هستند که به صورت گرانول تهيه مي شوند .اين گرانول ها بر روي سطح مورد نظر اسپري مي شوند .براي پاشيدن اين مواد از تفنگ هاي پاشنه ي بادي (Guns air plocement)متنوعي استفاده مي شود.اين ديرگدازها بوسيله ي حرارت استحکام مي يابند وبراي کارهاي ترميمي و اصلاحي درکوره ها و پاتيل ها استفاده مي شوند.
ه) مخلوط هاي محافظ (Fettling Mixes)
مخلوط هاي محافظ مواد ديرگدازي به شکل گرانول هستند که عملکرد آنها شبيه به مخلوط هاي پاشيدني است.امّا اين مخلوط هاي بوسيله ي پارو به داخل کوره ريخته مي شوند تا نواحي آسيب ديده ي کوره ترميم شوند.
و) ملات ها (Mortars)
ملات ها گروهي از ديرگدازها هستندکه نه جزء گروه آجرهاي ديرگداز هستند نه جزء گروه ديرگدازهاي مونوليتيک .اين ديرگدازها مواد نسوز نرمي هستند که به خاطر ترکيبشان درحين مخلوط شدن با آب خاصيت پلاستيک پيدا مي کنند.اين مواد براي ايجاد پيوند بين آجرها در فرآيند آجر کاري استفاده مي شوند ودر بين آجرها ايجاد مي کنند تا سطوح نامنظم آجرها به هم متصل گردند.همچنين لايه ي بوجود آمده دربين آجرها فضاهاي بوجود آمده دربين آجرها را نپذير مي کنند.واز نفوذ سرباره وعوامل خورنده به داخل ساختار ديرگداز جلوگيري مي کنند.
ديرگدازهاي خاص دراستفاده هاي صنعتي
ديرگدازهاي خاک نسوز (Fireclay refractories)
ديرگدازهاي تشکيل شده از خاک نسوز مانند آجرهاي نسوز، خاک نسوز سيليسي (Fireclay siliceous) وديرگدازهاي متشکل از رس آلومينايي (aluminous clay refractories)از سيليکات آلوميناي با مقادير متنوع از سيليس(که درصد اين مقادير درکل بيش از 78 درصد نمي شود)تشکيل شده اند.اين ديرگدازها داراي مقادير کمتر از 44 درصد آلومينا هستند.در اصل ديرگدازهاي خاک نسوز داراي سيليکات آلوميناي هيدراته با مقادير بسيار ناچيز از ديگر مينرال ها هستند.
به خاطر قيمت نسبتاً پايين اين ديرگدازها ، اين مواد کاربرد فراواني در کوره ها ، پاتيل ها و گرم کن ها پيدا کرده اند.آجر نسوز معمولي ترين شکل از اين مواد ديرگداز است.اين آجرها به طور گسترده درصنعت فولاد وآهن، متالورژي فلزات غير آهني، صنعت شيشه، کوره هاي پخت سفال ( pottery kilns)، صنعت سيمان و...کار برد دارند.
براي آجرهاي نسوز چندين استاندارد وجود دارند که عبارتند از :
1) با کارايي عالي (Suoer duty)
2) با کارايي بالا (high - duty)
3) با کارايي متوسط (Medium duty)
4) با کارايي پايين (Low - duty)
5) شبه سيليسي (Semi - Silica)
1) با کارايي عالي (Suoer duty)
اين آجرها داراي استحکام و پايداري حجمي خوبي در دماي بالا هستند.و داراي 40- 44 درصد آلومينا هستند.برخي از انواع آجرهاي با کارايي آلي هنگامي که با تغييرات سريع دما مواجه شوند، مقاومت بسيار خوب دربرابر ترک خوردن وخرد شدن دارند.
2) با کارايي بالا (high - duty)
اين نوع آجرها به مقدار زيادي مصرف مي شوند و داراي کاربرد زيادي در صنعت هستند.به خاطر مقاومت به شک حرارتي بالا اين نوع آجرها مصرف آنها درکوره هايي با دماي متوسط نسبت به نوع با کارايي متوسط، اقتصادي تر است.همچنين اين آجرها براي کوره هايي مناسب است که به طور مداوم خاموش وروشن مي شوند.
3) با کارايي متوسط (Medium duty)
اين آجرها براي کاربردهايي مناسب هستند که با شرايط متعادل محيطي روبرو هستند.آجرهاي با کارايي متوسط درگستره ي دماي مخصوص به خود مي توانند بهتر از بسياري از آجرهاي گروه با کارايي بالا دربرابرسايش مقاومت کنند.
4) با کارايي پايين (Low - duty)
اين آجرها به عنوان پشتيبان براي ديگر آجرهاي نسوز استفاده مي شوند.درمحل هايي که اين آجرها وظيفه ي پشتيباني از آجرهاي ديرگداز ديگر را برعهده دارند عمدتاً دما در گستره ي دماهاي پايين است.

جدول يک : نشاندهنده ي رابطه ي ميان خلوص مواد اوليّه و افزايش مقدار آلومينا (Al2o3) و نقطه ذوب آجرهاي توليدي از خاک نسوز است.
ديرگدازهاي پرآلومينا (high Alumina Refractories)
واژه ي آجرهاي پرآلومينا به آجرهاي ديرگدازي گفته مي شود که درآن ها درصد آلومينا47.5%يا بيشتر باشد.گسترده ي درصد آلومينا دراين آجرهاي بين 54-100 درصد است.خاصيت ديرگدازي اين ديرگدازهاي پرآلومينا با افزايش درصد آلومينا افزايش مي يابد.درصد آلومينا ي موجود در ديرگدازهاي پر آلومينا معمولا 5 .2% + -از مقدار اسمي خود انحراف دارند مثلا ديرگدازي که به صورت تجاري داراي 70% آلوميناست معمولا مقدار آلومينا 5 .2%از مقدار گزارش شده کم يا زيادتر است .ديرگدازهاي پرآلومينا معمولا براساس درصد آلومينا يشان طبقه بندي مي شوند اين طبقه بندي که براساس استاندارد ASTM است به صورت زير مي باشد.
a. آجر مولايتي ( Mullite Brick)
اين آجر معمولا داراي درصد بسيار بالايي فاز مولايت هستند.
b. آجرهاي با بايندر شيميايي (chemically - bonded Bricks)
اين نوع آجرها معمولا داراي بايندر فسفاتي است و معمولا داراي 75 - 85 در صد آلومينا ست
c. آجر آلومينا -کروميتي (alumina - chrom brick)
اين آجر به طور نمونه وار از مواد داراي درصد بالاي آلومينا و اکسيد کروم (با خلوص بالا) تشکيل شده اند. در دماهاي بالا، آلومينا واکسيد کروم يک محلول جامد تشکيل مي دهند که اين محلول جامد ديرگدازي خوب است.
d. آجر کربن –آلومينايي (Alumina - Carbon Brick)
آجرهاي پرآلومينا معمولا داراي بايندر رزيني است اين رزين ها داراي ترکيبات کربن دار مانند گرافيت هستند.
کاربردهاي ديرگدازهاي پرآلومينا شامل مواد زيرمي شوند.
بخش هاي خاصي از کوره ي بلند، کوره هاي سراميکي (Ceramic kilns) ، محفظه هاي نگهداري شيشه مذاب (glass tonks) و بوته هاي ذوب بسياري از فلزات
آجر سيليسي (Silica brick)
آجر سيليسي (يا ديناز (Dinas)) جرم هاي ديرگدازي هستند که حداقل داراي 93% سيليس (Sio2) هستند. مواد اوليّه براي ساخت اين ديرگدازها سنگ هاي با کيفيت بالاست.گريدهاي متنوعي از آجرهاي سيليسي،استفاده ي وسيعي درصنعت ساخت کوره هاي ذوب آهن وفولاد دارند. علاوه برنقطه ي گداز (fusion point) بالا، اين آجرها داراي خصوصيات مهم ديگري مانند مقاومت بالا دربرابر شک حرارتي (خردشدن) و خاصيت ديرگدازي بالا هستند. اين مسئله باعث شده است تا از اين آجرها در صنعت شيشه و فولاد استفاده شود.
خاصيّت برجسته ي آجرهاي سيليسي اين است که اين آجرها (در زير بارگدازي) تا هنگامي که به نقطه ي گداز خود نرسند، نرم نمي شوند. اين رفتار آجر سيليسي دربسياري از انواع ديگر ديرگدازها ديده نمي شود. براي مثال ، مواد آلومينو سيليکاتي (alumino Silicate M aterials) که در دماهاي بسيار پايين نسبت به نقطه ي گدازشان شروع به روان شدن مي کنند وخزش آنها در دماهاي پاييني اتفاق مي افتد.
ديرگدازهاي سيليسي با شرايط دما بالا سازگاري دارند زيرا اين ديرگدازها ، ديرگدازي بالا، استحکام مکانيکي بالا وسختي بالا دردماهاي نزديک به نقطه ذوب شدن ،دارند.علاوه براين خصوصيات اين ديرگدازها دربرار گرد وغبار و دودهاي اسيدي و سرباره هاي اسيدي نيز مقاومت مي کنند.آجرسيليسي براساس فاکتور سياليت آجر(flux factor bricks)به دو نوع A و B طبقه بندي مي شوند.پيشرفت هاي انجام شده منجر به توليد آجرهاي سيليسي مقاوم دربرابر سرباره وفلاکس، با ثبات ابعادي خوب ومقاوم دربرابر خرد شدن شده است.
کربنات منيزيم (Magnesite)
ديرگدازهاي کربنات منيزيمي از لحاظ شيميايي موادي هستند که داراي حداقل 85%اکسيد منيزيم هستند.واين ديرگدازها از کربنات منيزيم ايجاد شده در طبيعت، ساخته شده اند .خواص دير گدازهاي کربنات منيزيمي به غلظت پيوند سيليکات در دماي کاربرد، بستگي دارد. کربنات منيزيم مناسب معمولا هنگامي حاصل مي شود که نسبت کلسيم اکسيد (Cao) به سيليس (Sio2) کمتر از 2 باشد . همچنين بايد درصد فريت آن درحد مينيمم باشد. اين ديرگداز مخصوصا درشرايط محيطي اکسايش ، کاهش بسيار خوب عمل مي کنند . مقاومت به سه باره ي اين ديرگدازها مخصوصا براي سرباره هايي که در صد آهن وآهک کمي دارند، بسيار بالاست. اين ديرگدازها مهم ترين گروه از ديرگدازها براي فراينده هاي توليد فولاد است.
کربنات منيزيم خام (Mgco3) عموماً به صورت کلسينه شده يا شکل هاي پخته شده (for ms dead burned) مصرف مي شود.کربنات منيزيم کلسينه شده ي سوز آور (Magnesite coustic Calcined) به عنوان دارو، کود شيميايي وماده ي خام براي صنايع شيميايي مورد مصرف قرار مي گيرد.شکل هاي پخته ي اين ماده حالت خام است که به طور گسترده درصنعت هنوز مورد استفاده قرار مي گيرد . اخيراً دانه هاي کربنات منيزيم گداخته براي بهبود مقاومت به خوردگي مورد مصرف قرار گرفته است.اين دانه ها از منيز پاي زنيتر شده با اندازه ي کريستال هاي بزرگ وخلوص بالا تشکيل شده است.
.jpg)
جدول مقايسه اي يک : نشان دهنده ي تفاوت کربنات منيزيم مختلف است .
اکسيد منيزيم چگونه توليد مي شود؟
اکسيد منيزيم با خلوص بالا بوسيله ي فرآيند هاي کنترل شده بدست مي آيد .منبع ماده ي اوليّه در توليد اکسيد منيزيم آب شور (غالباً از چاه هاي عميق) و آب درياهاست. و هيدرو کسيد منيزيم ( 2(OH) Mg) موجود در اين منابع بوسيله ي واکنش دادن آن با دولوميت کلسينه شده ويا آهک رسوب مي کند. دوغاب هيدورکسيد منيزيم حاصل فيلتر مي شود تا درصد اجزاي جامد موجود در داخل آن افزايش يابد.
ماده ي بيرون آمده از دستگاه فيلتر، کيک فيلتر (Filter Coke) ناميده مي شود. اين کيک را مي توان به صورت مستقيم به داخل کوره ي دوار شارژ کرد تا منيزياي گويد ديرگداز توليد شود امّا عمدتاً اين کيک در دماي 900-1000 درجه سانتيگراد در داخل کوره ي دهانه چند گانه (multiple- hearth furnace) کلسينه مي شود .در طي فرآيند کلسيناسيون کيک فيلتر هيدورکسيد منيزيم به اکسيد منيزيم اکتيو تبديل مي شود. اکسيد مينزياي کلسينه شده سپس دريک کوره ي شافت (Shaft kiln) حرارت داده مي شود تا دانسيته ي اکسيد منيزيم بالا رود. دماي زينتر ينگ در اين مرحله تا 2000 درجه سانتيگراد نيز مي رسد . محصول نهايي اين فرآيند اکسيد منيزيم زينتر شده ( Sintered Magnesite) است.
منيزياي فيوزد (اکسيد منيزيم گداخته) بوسيله ي ذوب منيزياي ديرگداز يا ديگر انواع منيزيا در يک کوره ي قوس الکتريکي توليد مي شود .پس از توليد مذاب منيزيا در داخل اين کوره، مذاب از داخل کوره خارج شده وسرد مي شود .کوره ي سرد شده ي حاصل به اندازه ي مورد نظر خرد مي شود وبراي مصارف ديرگداز مصرف مي شود.
ناخالصي هاي بوجود آمده در منيزيا بوسيله ي کنترل ترکيب منبع اصلي منيزيا (آب شور ويا آب دريا) ترکيب دولوميت کلسينه شده يا آهک وفرآيند توليد، کنترل مي شود.مخصوصاً مقدار ونسبت اکسيد کلسيم (cao) و سيليس (Sio2) به طور مداوم کنترل مي شود. با کنترل ناخالصي ها وکنترل فرايند توليد، منيزيايي توليد مي شود که براي توليد محصولات دير گداز مناسب است.
خصوصيات عمومي در مورد ترکيب ديرگداز هاي منيزيايي نپخته (dead Burned Magnesite) و منيزياي فيوزد در جدول دو آمده است. اين اعداد بوسيله ي توليد کنندگان اين ديرگداز ها ارائه شده است.
.jpg)
ديرگدازهاي پايه منيزيايي مهمترين گروه از ديرگداز هاي مورد مصرف براي توليد فولاد است.ديرگدازهاي منيزيايي ممکن است بوسيله ي بايندرهاي قيري، رزيني و ...به صورت آجر درآيند. به علاوه سه نوع آجر کربن -منيزيايي درسطح بازار وجود دارند. اين سه نوع عبارتند از:
1)اولين نوع از اين آجر ها از منيزياي زينتر شده ي منظم (regular Sintered Magnesia) با خلوص 97% Mgo تشکيل شده اند.گرافيت مورد استفاده در اين آجر ها داراي کيفيتي متوسط (95%C) است.
2)نوع دوّم اين آجرها از منيزياي زينتر شده ي با خلوص بالا (Mgo 99%) تشکيل شده است.همچنين گرافيت مورد استفاده در اين نوع نيز خلوص بالايي (c%99)دارند.
3)نوع سوّم اين آجرها از منيزياي زينتر شده وگرافيت با خلوص بالا تشکيل شده اند.وعلاوه براين مواد افزودني هاي آنتي اکسيدان نيز وجود دارند.
آجرهاي منيزيا -گرافيتي در ابتدا براي ساخت کوره هاي الکتريکي سرد شونده بوسيله ي آب استفاده مي شدند امّا بعدها مصرف آنها گسترش يافت واز اين آجرها براي عايق کاري پاروهاي سرباره ( laddle slag lines)، گاز زداها ( degassers) و ... استفاده مي شود.
دولوميت (Dolomite)
کربنات طبيعي دوگانه از منيزيم وکلسيم (CaCo3 0 MgCo3)که به آن دولوميت گفته مي شود را مي توان بوسيله ي پخت در دماي بالا به ديرگداز دو لوميتي (refractory dolomite)تبديل کرد .تعداد محدودي از دولوميت ها در جهان وجود دارند که داراي يکنواختي مناسب،خلوص ورفتار کلسيناسيون در دماي بالا مناسب هستند ومي توان از آنها ديرگدازهاي دولوميتي باقيمت مناسب تهيه کرد.دولوميت با خلوص بالا داراي بيش از 97 درصد Mgo و CaO هستند. ديرگدازهاي دولوميتي سازگار ترين مواد براي استفاده جهت پوشش دهي کوره هاي دوارسيمان هستند واين مواد بدليل خواصّشان باعث بوجود آمدن کوتينگ پايدار در کوره هاي دوار سيمان مي شوند. همچنين مقاومت به شک حرارتي بسيار خوبي داشته ودر شرايط مختلف کار کوره در مقابل عوامل قليايي مقاومت مي کنند.اين ديرگدازها از زير کونياي فرآوري شده استفاده مي شوند وتا از رشد ترک در آنها جلوگيري شود.
ديرگدازهاي کروميتي (Chromite Refrac tories)
در اينجا بايد بايد تفاوتي ميان ديرگدازهاي منيزيا-کروميتي ( magnesite Refravtories chrome) ودير گدازهاي کروميتي -منيزيايي (magnesite - chrome Refractories) قائل شويم. مواد منيزيا - کروميتي معمولا داراي 15- 35 درصد اکسيدکروم (Cr2O3 ) و 50-42 درصد اکسيد منيزيم (Mgo) هستند.در حالي که ديرگدازهاي کروميتي -منيزيايي حداقل 60درصد اکسيد منيزيم (Mgo) و 8-18 درصد اکسيد کروم (cr2 o3) دارند. ديرگدازهاي منيزيا -کروميتي داراي گستره ي وسيعي از ويژگي هاي ثابت است. اين ديرگدازها براي ساخت مجاري عبوري درکوره هاي دما بالا استفاده مي شود. اين مواد را مي توانند در برابر گازها وسرباره هاي خورنده مقاومت کنند. محصولات ديرگداز توليدي از مواد کروميتي -منيزيايي نيز براي استفاده در مکان هاي با دماي بسيار بالا و در تماس با سرباره هاي خورنده ي بازي بوجود آمده در فرآيند ذوب فولاد، مناسب هستند. ديرگدازهاي کروميتي -منيزيايي معمولا مقاومت در برابر خردشدنشان از ديرگدازهاي منيزيا - کروميتي بهتر است.
ديرگدازه هاي زيرکونيا (Zirconia Refractories)
اکسيد زيرکونيم (Zro2) يک ماده ي پلي مورف (Polymorphic material). است از اين رو استفاده از اين ماده به عنوان ديرگداز داراي مشکلاتي است. و اين مسئله ضروري است که قبل از بکار بردن آن به عنوان ديرگداز، آن را پايدار کرد. پايدار نمودن اکسيد زيرکونيوم با افزودن مقادير کم از کلسيم، منيزيم و سزيم اکسيد و... انجام مي شود. خواص زير کونياي پايدار شده به طور عمده به درجه ي تثبيت و کيفيت ماده ي تثبيت کننده و کيفيت مواد اوليّه (اکسيد زيرکونيا) بستگي دارد. ديرگدازهاي زيرکونيا دارا استحکام بسيار بالايي در دماي اتاق هستند . و اين استحکام را تا بالاتر از 1500C حفظ مي کنند بنابراين اين ديرگدازها براي استفاده شدن در کوره ها و پاتيل ها مناسب هستند.رسانايي گرمايي اکسيد زيرکونيا نسبت به اغلب ديرگدازها بسيار کمتر است. از اين رو اين ماده به عنوان ديرگداز عايق براي دماهاي بالا مورد استفاده قرار مي گيرد. بدليل اينکه اتلاف گرمايي اکسيد زير کونيا بسيار پايين است و همچنين اين ماده به آساني با فلزات مذاب واکنش نمي دهد. بنابراين اين ديرگداز به طور خاص مي تواند در بوته هاي ذوب فلزات استفاده شوند. زير کونيا ماده ي ديرگداز مناسب براي کوره هاي ذوب شيشه است. زيرا اين ماده به آسماني با شيشه مذاب تر نمي شود و از اين رو به آساني با شيشه واکنش نمي دهد.
ديرگدازهاي اکسيدي
غالباًٌ مواد ديرگداز آلومينايي که داراي اکسيد آلومينيم و مقادير ناچيز از ناخالصي هستند، به عنوان آلوميناي خالص شناخته مي شوند.
آلومينا يکي از پايدارترين اکسيد هاي شناخته شده است.اين ماده استحکام مکانيکي بسيار خوبي دارد. اين اکسيد در آب، بخار آب، بسياري از اسيدهاي غير آلي ومواد قليايي حل نمي شود. اين خواص باعث شده است تا آلومينا ماده ي مناسب براي ساخت بوته هاي ذوب سديم کربنات، سديم هيدروکسيد وسديم پراکسيدباشد.
اين ماده مقاومت بسيار خوبي در برابر اتمسفرهاي اکسيدي واحياي دارد. آلومينا به طور فراوان فرآيندهاي حرارت دهي صنعتي استفاده مي شود. آلوميناي بسيار متخلخل نيز براي عايق بندي کوره هاي استفاده مي شوند که در دماهاي بالا تر از 1850C کار مي کنند.
ديرگدازهاي مونو ليتيک (Monolitic Refractories)
ديرگدازهاي مونوليتيک مخلوط هايي از گرانول هاي خشک يا مواد پلاستيک هستند که براي عايق کاري به بخش هاي مورد نظر متصل مي شوند. ديرگدازهاي مونوليتيک شامل ديرگدازهاي پلاستيک (plastic nefractories) ، مخلوط هاي کوبيدني (ramning Mixes) ، مخلوط هاي پاشيدني (gunning Mixes) ، وريختي ها ( Castable) مي شوند.
درگدازهاي مونوليتيک با سرعت بالايي درحال جايگزيني با ديرگدازهاي نپختني هستند.اين جايگزيني بيشتر در پاتيل هاي صنعتي اتفاق مي افتد.ويژگي هاي مهم اين ديرگدازها عبارتند از:
1)کم شدن محل اتصال دوقطعه ديرگداز.در واقع اين شکاف ها ، نقاط ضعيف ذاتي در محصولات ديرگداز هستند.
2)نصب واجراي اين ديرگدازها سريعتر است و نياز به مهارت کمتري دارد.
3)خواص اين ديرگدازها از آجرهاي پرسي بهتر است.
4)حمل ونقل اين نوع دير گدازها آسان تر است.
5)زمان تعميرات براي دستگاه هايي که بوسيله ي اين نوع ديرگدازها آستر کاري مي شوند،کوتاهتر است.
6)اين نوع ديرگدازها محدوديت شکلي ديرگدازهاي ديگر را ندارند.
7)اين ديرگدازهاي مقاومت بهتري در برابر تخريب شدن دارند.
8)اين ديرگدازها ثبات ابعادي بهتري دارند.
9)روش هاي نصب واجراي اين ديرگدازها قابل بهبود هستند.
10)اين ديرگدازها را حتي زماني که کوره ي خاموش گرم است نيز مي توان تعمير نمود.
11)کاربردهاي اين نوع ديرگدازها متعدد است.
مواد عايق کننده (Insulating materials)
مواد عايق کننده اتلاف گرمايي زيادي را که از ميان ديوارها اتفاق مي افتد،کاهش مي دهد.عايق کاري هنگامي مؤثر است که يک لايه از مواد داراي رسانش گرمايي پايين بين محل گرم وسرد،ايجاد گردد. وجود اين لايه باعث مي شود تا دماي سطح سرد کاهش يابد.
رسانايي گرمايي پايين مواد عايق بخاطر وجود تخلخل دراين مواد ايجاد مي شود.اين درحالي است که ظرفيت گرمايي اين مواد به دانسيته ي بالک وگرماي ويژه (Specific heat) بستگي دارد. ساختار اين گونه مواد عايق بدين صورت است که در آنها تخلخل هاي بسيار ريز وجود دارد. و در داخل اين تخلخل ها پر از هواست. در واقع خود هوا نيز داراي رسانايي گرمايي بسيار اندک است. گرماي زياد بر روي مواد عايق اثرات مضر دارد. امّا دمايي که در آن دما مواد عايق مختلف اين اثرات نامطلوب را نشان مي دهند، متفاوت است. از اين رو انتخاب يک عايق مناسب بايد با توجه به دماي کاربري و خصوصيات رسانشي آن انجام شود.
.jpg)
يکي از پرمصرف ترين مواد عايق دياتوميت (diatomite) است . اين عايق با نام kieselguhr نيز معروف است .ساختار دياتوميت بدين صورت است که در آن توده اي اسکلت مانند از گياهان آبزي بسيار ريز وجود دارد.اين گياهان هزاران سال پيش در کف درياها ودرياچه ها دفن شده اند.از لحاظ شيميايي اين ماده از سيليس مخلوط شده با رس ومواد آلي تشکيل شده است.امروزه گستره ي وسيعي از ديرگدازهاي عايق وجود دارند که اين ديرگدازهاي عايق داراي خواص متنوعي هستند. خواص فيزيکي مهم برخي از ديرگدازهاي عايق در جدول سه آورده شده است.
چيدمان عايق ها (attaching Insulation)
روش چيدمان آجرهاي عايق در شکل يک آورده شده است. درشکل يک ، يک آجر 115 ميلي متري در بخش بيروني جداره ي داخلي قرار دارد. همچنين فضاي خالي به اندازه ي 76 ميلي متر بين ديواره هاي قديمي وجديد رها مي شود که ممکن است اين فضا با آجرهاي عايق پر شود .براي اينکه صلبيت جداره حفظ گردد اين مسئله ضروري است که ديواره بوسيله ي يک تير T شکل 600 ميلي متري مهارگردد.
.jpg)
الياف سراميکي (Ceramic Fibers)
الياف سراميکي نيز يکي از گروه هاي مواد عايق هستند.الياف سراميکي بوسيله ي وزش يک گاز با سرعت بالا به باريکه اي از مذاب ماده اي آلومينو سيليکاتي توليد مي گردد .مذاب داراي ترکيب شيميايي مشخص است و بنابراين سرعت وزش باد وترکيبش معين مي گردد.پس از سرد شدن سريع مذاب، موادي کرک مانند حاصل مي گردد.اين مواد که شبيه به الياف پنبه هستند را مي توان با استفاده از فرآيندهاي ريسندگي به پارچه،پتو، بلوک و... تبديل کرد.
اين محصولات داراي خصوصيات زير هستند.
1) رسانايي گرمايي پاييني دارند.
2) حجم حرارتي (heat Storage)بسيار پاييني دارند.
3) بسيار سبک هستند.
4) در مقابل شک هاي حرارتي ايمن هستند.
5) از لحاظ شيميايي پايدار هستند.
6) مقاومت به ترشدن در برابر فلزات غير آهني مانند آلومينيوم - روي وآلياژهايشان را دارند.

انتخاب ديرگدازها (Selection of refractories)
فاکتورهاي اساسي که بر روي عملکرد ديرگدازها اثر مي گذارد عبارتند از:
دما، ترکيب شيميايي، ترکيب شيميايي گاز يا سرباره، سرعت حرکت سرباره (حالت آرام يا توربلانت)، تنش هاي ترمومکانيکي. علاوه براين، انتخاب نوع ديرگداز به نوع کوره و يا واحد حرارتي و شرايط غالب در حين کاربرد بستگي دارد. شرايط غالب در حين کاربرد عبارت است از:
اتمسفر گازي ، حضور سرباره ، نوع فلز شارژ شده به کوره و ... .
دماي کاربرد ممکن است مهمترين عامل باشد اما قطعً تنها عامل قطعي براي انتخاب ديرگدازها نيست. انتخاب صحيح ديرگدازها براي کاربردي خاص باعث مي گردد تا عملکرد آن فرآيند به خاطر خواص آن ديرگداز تحت تأثير قرار گيرد. و بهبود يابد. هر طراح کوره بايد اطلاعات کافي در مورد وضعيتي که ديرگدازهاي يک کوره با آنها روبرو مي شوند، داشته باشد. سازندگان و استفاده کنندگان از ديرگدازها بايد قبل از انتخاب ديرگداز به نکات زير توجه کنند.
1) ناحيه ي مورد استفاده
2) دماي کارکرد
3) ميزان سايش و ضربات اعمالي
4) نيروهاي ساختاري وارد بر کوره
5) استرسهاي اعمالي به خاطر گراديان دما در ساختار و نوسان دمايي
6) سازگاري شيميايي با محيط کوره
7) انتقال حرارت و صرفه جويي در مصرف انرژي
8) صرفه جويي اقتصادي
از ميان فاکتورهاي بالا بايد ارزيابي هدفمند صورت گيرد. تخمين مناسب از ويژگي هاي مورد نياز بايد به عنوان خطوط راهنما براي انتخاب مواد ديرگداز در نظر گرفته شود.
مسئله ي حفاظت از انرژي مسئله ي بسيار مهمي است که مورد توجه توليد کنندگان و مصرف کنندگان کوره ها است. مصرف سوخت را مي توان به دو روش کاهش داد. يکي با عايق کاري و دومي با افزايش سرعت فرآيند توليد. هر دو روش گفته شده باعث کاهش مصرف انرژي براي هر تن محصول توليدي مي شوند.
- واقعيات در مورد ديرگدازهاي انتخابي
1) واکنش ها و سايش به صورت اکسپنانسيلي با افزايش دما، افزايش مي يابد.
2) سيکل هاي گرمايي باعث پديد آمدن ترک، کاهش استحکام و خردشدن مواد مي شود.
3) فعل و انفعالات در ديرگدازها عادي است.
4) محکم تر همواره بهتر نيست.
) عمر مفيد آستر ديرگداز بوسيله ي ضعيف ترين بخش آن تعيين مي شود.
6) عمر مفيد کوتاه تر مي تواند ارزش افزوده ي بيشتري داشته باشد.
7) ساخت ديرگدازها بايد با استفاده از مواد خالص تر و بسيار ظريف توليد شود.
8) طراحي ريزساختار-کنترل شکل دانه ها
اجزاي تشکيل دهنده ي آستر هاي دير گداز
جداره هاي پوشش داده شده با ديرگداز از يک غشاء فولادي در بيرون و چندين غشاء ديرگداز در داخل تشکيل شده است.
آسترهاي ديرگداز ممکن است از مواد مونوليتيک ريختني يا آجرچيني (با ملات يا بدون ملات) تشکيل شده باشد.
در اکثر موارد، آستري ها از چندين لايه ديرگداز با خواص متفاوت تشکيل شده اند:
- لايه ي داخلي آستر ديرگداز که با فرآيند (مذاب فلز، سرباره و گازهاي خورنده) در تماس است.
- لايه هاي بين پوسته و لايه ي داخلي که در اغلب موارد براي ايجاد ايمني و عايق کاري استفاده مي شوند. لايه هاي عايق براي جلوگيري از هدررفتن انرژي و نگه داشتن دماي پوسته در سطح مناسب، استفاده مي شود.
ديرگدازها در هنگام حرارت ديدن داراي انبساط معناداري هستند. در شرايط کاري، تحت شرايط محدود کننده ي مکانيکي و گرمايي، آسترهاي ديرگداز بواسطه ي گراديان دمايي و نيروهاي گرمايي تغيير ضخامت پيدا مي کنند.
انبساط گرمايي آزاد آستر نسوز بوسيله ي ساختار فولادي بيروني (پوسته) کنترل مي شود. در اکثر موارد،تنش هاي گرمايي بوجود آمده به دليل وجود موانع حرارتي بسيار بيشتر از تنش هاي بوجود آمده بوسيله ي وزن کوره است. (تنش هاي حاصل از وزن به عنوان مثال در گستره ي 0.2 تا 1 مگاپاسکال است در حالي که تنش هاي حاصل از انبساط گرمايي مي تواند در گستره ي 15-100 مگاپاسکال باشد.) از ميان تمام شکل هاي مورد استفاده در ساخت ديواره هاي صنعتي، به نظر مي رسد که ساختارهاي ديرگداز مسطح و استوانه اي بهترين هندسه را داشته باشند. ديواره هاي عايق کاري شده با نسوزها عموماً به دو صورت ساخته مي شوند: يکي به صورت استوانه اي و يکي مسطح.
- آسترهاي استوانه اي که به خاطر انبساط حرارتي و فشار هيدرواستاتيک (حاصل از مذاب فلزي) در تماس کامل با پوسته ي فولادي است. بنابراين هر دو نيروي وارده بر بدنه ي ديرگداز به صورت يکنواخت بر بدنه ي استوانه اي وارد مي شود.
-رفتار آسترهاي ديرگداز مسطح به طور قابل ملاحظه اي از آسترهاي استوانه اي متفاوت است. آسترهاي مسطح ديرگداز در معرض جابجايي به سمت بيرون و داخل است. اين جابجايي ها ممکن است موجب پيچش آستر ديرگداز شوند. اين پيچش ها که در هنگام ايجاد فشارهاي سيکلي و نيروهاي انبساطي ايجاد مي شوند ممکن است به آستر آسيب برساند.
براي جلوگيري از ايجاد شکست هاي قابل توجه و آسيب ديدن آستر ديرگداز بوسيله ي نيروهاي حرارتي در مرحله ي ساخت اين آسترها بايد به مسائل زير توجه کرد:
1) انتخاب مواد ديرگداز سازگار براي ساخت آسترهاي ديرگداز
2) آناليز ترمومکانيکي منطقي و طراحي درست جهت توزيع مناسب تنش-کرنش
3) محاسبه ي شرايط عملياتي بهينه (مخصوصا دياگرام حرارت دهي)
ديرگدازها در کوره ها و پاتيل ها
کوره ها و پاتيل ها به طور خاص به عمليات حرارتي و کاربردهاي ذوب کردن مربوط مي شوند. که معمولاً اين فرآيندها در دماهاي بسيار بالا انجام مي شود. آجرهاي ديرگداز براي آسترکاري داخلي کوره ها مورد استفاده قرار مي گيرد. هنگامي که يک کوره از دماي پايين حرارت مي بيند و گرم مي شود، در مرحله ي اوليه اين حرارت صرف مي شود تا دماي آستر به دماي بالا برسد. انرژي حرارتي مورد نياز براي افزايش دماي کوره به زمان سيکل کاري کوره بستگي دارد. مصرف انرژي در مورد کوره هاي با سيکل هفتگي زياد است زيرا اين کوره ها معمولاً در آخر هفته مورد استفاده قرار نمي گيرند. در مورد کوره هاي با سيکل روزانه نيز مصرف انرژي بالاست. در واقع اين کوره ها در طي شب خاموش هستند. در نهايت در کوره هايي که در هر بار استفاده (در هنگام شارژ بدنه) روشن و در پايان عمليات خاموش مي شوند، مصرف انرژي بوسيله ي آستر آجرکاري شده مناسب است.
حرارت ذخيره شده در داخل کوره به وزن، ظرفيت حرارتي و دماي اجزاي کوره بستگي دارد.
بدون توجه به دو نوع کوره ي مورد استفاده اتلاف گرمايي نتيجه اي از:
1) اتلاف گرما از ديواره هاي کوره بوسيله ي فرآيند رسانش، تابش و همرفت
2) اتلاف گرمايي که حاصل از ذخيره شدن گرما در بخش هاي غيرضروري است.
به هرحال تفاوت هايي در مقادير اين اتلاف وجود دارد. در کوره هايي که به صورت مداوم در دماي کارشان، کار مي کنند، مقدار اتلاف انرژي از ديواره ها بسيار بيشتر از مقدار اتلاف گرمايي است که در بدنه ي کوره ذخيره مي شود. در کوره هايي که به طور متناوب روشن و خاموش مي شوند، ممکن است مقدار اتلاف حاصل از ذخيره ي گرما در بدنه ي کوره بيشتر باشد (در واقع در هر بار گرم شدن و سرد شدن کوره اين اتلاف اتفاق مي افتد).
برخي اوقات عايق هاي خارجي براي کاهش اتلاف گرمايي استفاده مي شود. در کوره هاي مداوم و يا آنهايي که داراي سيکل گرمايي طولاني مدت هستند، عايق کاري از اتلاف گرما از ديواره ها و سقف جلوگيري مي کند. در کوره هاي با سيکل گرمايي کوتاه مدت (کوره هاي متناوب)، عايق کاري سبب کاهش اتلاف گرمايي مي شود ولي با اين حال اين مسئله هنوز هم مورد توجه قرار نگرفته است.
مزيت هاي برجسته ي استفاده از عايق کاري در کوره ها را مي توان بوسيله ي مثال زير بيان کرد:
يک کوره ي آجرکاري شده ي ديرگداز با ضخامت عايق کاري 4 اينچ و دماي جداره ي داخلي 2000F، داراي اتلاف گرمايي برابر BTU 145 (واحد بريتانيايي گرما) بر فوت مربع است. هنگامي که ضخامت به 8 اينچ برسد، اتلاف گرما کاهش مي يابد و به BTU 32 بر فوت مربع مي رسد. و هنگامي که ضخامت به 9 اينچ برسد، اين اتلاف دوباره کاهش يافته و به BTU 18 بر فوت مربع مي رسد.
اتلاف گرمايي را همچنين مي توان با افزايش صخامت آجر ديرگداز به مقدار قابل قبولي کاهش دهيم اما اين روش، روش مؤثري نيست، زيرا باعث افزايش هزينه ي ساخت کوره مي شود. البته اين روش از روش عايق کاري بهتر است.
اثرعايق کاري بر روي دماي ديرگدازها
هنگامي که ديواره ي خارجي يک کوره عايق کاري شود، اتلاف گرمايي بايستي کاهش يابد و يا گرماي توليدي در داخل کوره بهتر نگهداري مي شود. اين بدين معناست که در عمل، دماي ميانگين ديواره هاي ديرگداز حتي هنگامي که مصرف سوخت کاسته مي شود، همچنان افزايش يافته و اين مسئله مي تواند باعث گردد که ديرگداز و يا عايق گداخته شود بنابراين:
1) ديرگداز ممکن است ذوب شود و کوره متلاشي شود.
2) عايق ممکن است آسيب ببيند و غيرفعال شود.
اتلاف گرمايي از ديواره هاي کوره
اتلاف گرمايي از جداره هاي پاتيل و کوره مي تواند به طور اساسي بر مقدار مصرف سوخت و هزينه ي صرف شده براي توليد محصولات اثر بگذارد. مقدار اتلاف گرمايي از ديواره ها به موارد زير وابسته است:
1) قابليت نشر (emissivity) ديواره
2) رسانش ديرگداز
3) صخامت ديواره
4) مداوم بودن يا متناوب بودن کوره
مواد مختلف قابليت نشر متفاوتي دارند مثلاً قابليت نشر ديواره هاي پوشش داده شده با دوغاب آلومينيومي کمتر از آجرهاست.
.jpg)
شکل يک نشان دهنده ي ضريب اتلاف گرمايي براي شرايط زير است :
1) سطح معمولي
2) سطح پوشش داده شده با دوغاب آلومينيومي
نمودار رسانش گرمايي مواد ديرگداز متنوعي مانند آجر سيليس، آجر ساخته شده از رس نسوز و آجر عايق (Insulation) نسبت به دما در شکل دو آورده شده است.
.jpg)
بنابراين در دماي 600 درجه سانتيگراد که دمايي متوسط محسوب مي شود، رسانش آجر عايق تنها 20% آجر ساخته شده با رس نسوز است.
اتلاف گرمايي را مي توان با افزايش ضخامت جداره و يا استفاده از آجرهاي عايق کاهش دهيم. دماي جداره ي بيروني و اتلاف گرمايي براي يک ديواره ي مرکب از آجر عايق و آجر ساخته شده بارس نسوز بسيار پايين تر است زيرا رسانايي آجر عايق در مقايسه با آجرهاي ديرگداز کمتر است.
اگر ضخامت ديواره ي کوره کم باشد و همچنين در ساخت آن از آجر عايق استفاده نشده باشد، اتلاف گرمايي در اين ديواره افزايش مي يابد. اين مسأله بوسيله ي شکل سه نشان داده شده است.
.jpg)
بنابراين اتلاف گرمايي براي ديواره ي کوره اي با ضخامت 115 ميلي متر در دماي 650 درجه سانتيگراد، 2650 کيلوکالري بر متر مربع بر ساعت [kcol/m2.hr] است که در صورتي که از عايق استفاده شود اين مقدار به 850 کيلوکالري بر مترمربع بر ساعت کاهش مي يابد.
اتلاف گرمايي از جداره ي کوره به عوامل زير بستگي دارد :
1) دماي داخل کوره
2) دماي هواي بيرون
3) سرعت جريان هواي بيرون
4) پيکربندي ديواره هاي کوره
5) قابليت نشر ديواره ها
6) ضخامت ديواره ها
7) رسانايي گرمايي ديواره ها
دو مورد آخر که در بالا اشاره شد به راحتي بوسيله ي توليدکنندگان کوره قابل کنترل است. از بحث انجام شده مي توان موارد زير را نتيجه گرفت :
1) هنگامي که ضخامت ديواره افزايش يابد،اتلاف گرما کاهش مي يابد.
2) هنگامي که ضخامت عايق افزايش يابد، اتلاف گرما کاهش مي يابد.
3) تأثير عايق کاري در کاهش اتلاف گرما از افزايش ضخامت ديرگداز بيشتر است (تقريباً يک سانتيمتر از يک آجر عايق تأثيري برابر با 5-8سانتيمتر آجر ساخته شده از رس را دارد.)
4) در کوره هاي غيرمداوم، جداره ي عايق کاري شده ي نازک نسبت به جداره هاي ضخيم تر ترجيح داده مي شود زيرا در جداره هاي نازک تر انرژي کمتري ذخيره مي گردد.
5) يکي از روش هايي که مي تواند استفاده گردد تا گرماي ذخيره شده را کاهش دهيم اين است که ديرگدازهاي بخش داخلي آستر نسوز را از نوع مواد عايق استفاده کنيم.

ديرگدازهاي مناسب با استحکام خوب و مقاوم در برابر خردشدن را مي توان در گستره ي دمايي 1300 درجه سانتيگرد استفاده کرد. اين ديرگدازها که از جمله مواد عايق محسوب مي شوند را عايق هاي هات فيس (hot face insulation) ناميده مي شوند.
6) آجرهاي ساخته شده از عايق هاي هات فيس از ديرگدازهاي معمولي سبک ترند. اين آجرها معمولاً وزني معادل يک سوم يا يک دوم آجرهاي ديرگداز معمولي دارند. بنابراين گرماي ذخيره شده در داخل اين آجرها بسيار کم است.
کاربرد مواد ديرگداز
مواد ديرگداز به عنوان محافظ براي پوسته ي کوره و پاتيل استفاده مي شوند.اين مواد بدنه ي کوره و پاتيل را در برابر دماهاي بسيار بالا محافظت مي کنند.در واقع ديرگدازها براي آسترکاري کوره هاي دما بالا، رآکتورها و ديگر واحدهاي توليد استفاده مي شوند.
ديرگدازها به دليل برخورد با مواد شيميايي و تحمّل فشارهاي مکانيکي، سايش پيدا مي کند و تخريب مي شوند.اين فشارهاي مکانيکي باعث پديد آمدن ترک هاي زيادي در ديرگداز مي شود که در نهايت ديرگداز تخريب مي شود.اين ترک ها معمولا به دلايل زير رخ مي دهد:
1)بوجود آمدن و رشد ترک
2)تخريب ماده
3)خزش
4)و...
وسايل مورد استفاده در متالوژي بايد توانايي مقاومت در برابر حملات سرباره، ايروژن حاصل از اجزاي مايع، شک حرارتي و ديگر نيروهاي تخريبي را داشته باشند.انتخاب ديرگداز براي آسترکاري اين وسايل همواره از ميان ترکيب هاي متنوعي از مواد با کيفيت بالا انجام مي شود.همچنين توجه به ابعاد اين آسترها نيز مهم است زيرا ابعاد بزرگ باعث کاهش کارايي وسيله مي شود.
به دليل افزايش رقابت هاي صنعتي، توسعه ي ديرگدازها با سرعت زياد در حال انجام است.اين سرعت در توسعه به خاطر فشارهاي وارده براي بهبود خواص ديرگدازها پديد آمده است.نتايج حاصل از تحقيقات در اين زمينه باعث مي شود فرآيندهاي متالوژي عالي عملي گردد.اين تحقيقات عمدتا بر روي دو مسئله تأکيد دارد؛ يکي افزايش طول عمر ديرگدازها و ديگري افزايش قابليت اطمينان به اين مواد.
فولاد و آهن
صنعت فولاد و ذوب آهن مصرف کننده ي عمده ي مواد ديرگداز است.تقريبا 70 درصد ديرگداز توليدي در اين صنعت مصرف مي شوند.
در بخش هاي مختلف پروسه ي توليد فولاد شرايط متفاوتي از لحاظ دما،وجود يا عدم وجود سرباره و گازهاي سولفوردار وجود دارد. به دليل اينکه هر بخشي از اين صنايع داراي شرايط کاري خاصي است بنابراين ديرگدازهايي با گريدهاي مختلف براي اين بخش ها تهيه شده است.
انتخاب ديرگدازها براي آسترکاري يک کوره همواره براساس ترکيبي معين از ماده ي ديرگداز انجام مي شود.در واقع علاوه بر ترکيب ديرگداز، اندازه ي آجرهاي توليدي از اين ديرگدازها نيز به گونه اي است که ماکزيمم کاربري از آنها گرفته شود.
سايش گزينشي در مواضع خاص رخ مي دهد.اين سايش در آسترهاي در تماس با سرباره اتفاق مي افتد که براي جلوگيري از اين نوع خوردگي انتخاب مواد با دقت فراواني انجام مي شود.همچنين علاوه بر انتخاب صحيح نوع ديرگداز نحوه ي اعمال آن نيز مهم مي باشد.
صنعت فولاد ديرگدازها را براي کاربردهاي متنوعي استفاده مي کند.که اين کاربردها عبارتند از:
1)کوره بلند (blast furnace)
2)کوره ي ذغالي (Coke owen)
3)پاروهاي تورپدو (Tor pedo ladles)
4)کوره ي اکسيژن دهي فولاد (Basic oxygen Furnace)
5)کوره ي قوس الکتريکي (electric arc Furnace)
6)کوره ي دوقلوي فولاد سازي (Twin Hearth Furnace)
7)کوره ي بهينه سازي انرژي (onergy Optimizing Furnace)
8)پاروهاي تصفيه ي ثانويه (Secon dory Rifining Ladles)
9)جدارهاي ساخته شده از فولاد زنگ نزن (Stanless Steel Vessles)
10)دريچه هاي تنظيمي ساخته شده از ديرگدازها (Slide gate Refractories)
11)ديرگدازهاي بکارفته در تانديش ها (Tandish Refractories)
12)کوره ي القايي (Induction Rurnace)
گستره ي وسيعي از ديرگدازها مورد استفاده در کوره ي اکسيژن دهي فولاد از جنس منيزيا- گرافيتي هستند.ديرگدازهاي منيزيا- گرافيتي از منيزياي زنيتر شده يا فيوزد ساخته مي شوند.که در آن از بايندرهاي قيري يا زرين استفاده مي شود.
يک محصول ديرگداز با کيفيت بالا هنگامي که به همراه ساپورت فلزي مناسب استفاده شود مي تواند محصولاتي با کارايي بالا پديد آورد. به طور نمونه وار، عناصر عمده اي که به همراهي ديرگدازها در خطوط توليد فولاد کاربرد دارند را در زير بيان مي کنيم.
1) زير اجاقي (Sub bearth)
زيراجاقي کوره داراي عمري طولاني در مقايسه با ديگر اجزاي خط توليد فولاد است.اين قطعه تنها در مواقعي عوض مي شود که نشت آب از آن زياد باشد.و يا آستر آن بشدّت آسيب ديده باشد.آستر زيراجاقي معمولا از آجرهاي منيزيايي با کيفيت بالا ساخته مي شود.
2) بخش اصلي کوره (Working hearth)
بخش اصلي کوره را بايد به گونه اي آسترکاري کرد که بتواند در مقابل دماهاي بالا، سيکل هاي دمايي و برخورد قطعات بزرگ شارژ کوره، مقاومت کند.کوره هاي امروزي از انواع ديرگدازهاي مونوليتيک ساخته مي شوند.در اين نوع ديرگدازها، پودر مواد ديرگداز (معمولا ديرگدازها بر پايه ي MgD)به صورت يک مخلوط درآورده مي شود.و بر روي جداره ي ديوار اعمال مي شود.البته در برخي از کوره ها ترجيح داده مي شود که از آجرهاي عايق استفاده شود.اين نوع آجرها عمدتا از نوع منيزياي پخته شده و اشباع شده با قير است.
ديواره هاي کناري
در ناحيه ي ديوار کناري 3 نقطه ي مهم وجود دارد.اين سه نقطه عبارتند از:
1) خط سرباره
2) نقاط داغ
3) مکان قرارگيري و فرود آمدن مواد شارژ شده به کوره
خوردگي متعادل و متوازن آستر نسوز يکي از معيارهاي انتخاب نوع ديرگداز مصرفي براي يک نقطه ي معني است از اين رو براي حفظ اين عمل ما نيازمند اين هستيم که نوع ديرگداز و ضخامت آن را با توجه به مکان قرارگيري آن در کوره انتخاب کنيم.در اکثر کوره هاي از محصولات منيزيا-گرافيتي براي آسترکاري ديواره ها استفاده مي شود.همچنين عملکرد اين کوره ها تحت تأثير ميزان بازي بودن مواد اوليّه و درصد گرافيت است.عملکرد اين کوره ها به طور محسوس با افزايش اندازه ي کريستال هاي منيزيا افزايش مي يابد.و حد نهايي آن استفاده از منيزياي فيوزد است.افزايش درصد گرافيت نيز همين اثر را دارد.اگر چه فقط کربن در ساختار بسيار مهم مي باشد.
ديواره ي کناري اصلي
اين مکان ها در ميان نقاط داغ واقع شده است.دماي اين مکان هاي بسيار بالاست.
فاکتورهاي عمده ي تأثيرگذار بر روي کاربرد ديرگدازها عبارتند از: دما، نفوذ سرباره است.
در کوره هايي که با آب سرد و خنک سازي مي شوند، ديرگدازهاي منيزيا-گرافيتي با حداقل مقدار کربن 10 درصد مناسب است.
نقاط داغ
سايش اتفاق افتاده در نقاط داغ مانند سايشي است که در ديواره ي کناري اصلي اتفاق مي افتد.امّا به خاطر دماي بالاي بوجود آمده بوسيله ي شعله ي مستقيم،اين سايش تشديد مي شود.در اين مکان ها ديرگدازهاي منيزيا-گرافيتي با کيفيت بالا و درصد گرافيت 20 درصد ترجيح داده مي شوند.در اين ديرگدازها هم از کريستال هاي با سايز بزرگ و هم از منيزياي فيوزد استفاده مي شود.در مکان هاي قرارگيري مشعل هاي سوخت -اکسيژن (oxy-fuel Burners)،اکسيداسيون کربن اين نوع ديرگدازها رخ مي دهد (محيط هاي اکسايشي)و اين مسئله ممکن است با استفاده از پودر نرم فلزات کاهش يابد.
خط سرباره
طبيعت خورنده ي گداز آورهايي چون فلئوريت داراي اثر نامطلوبي در بخش خط سرباره دارد.در اين مکان ها، ديرگدازهاي با منيزياي با کيفيت استفاده مي شود که اين ديرگدازها معمولا داراي کريستال هاي درشت هستند يا از منيزياي فيوزد در آنها استفاده شده است. در مکان هايي که سرباره داراي مقادير بالايي اکسيد آهن باشد، منيزيا-گرافيتي را با استفاده از افزودن، افزودني هاي فلزي محافظت مي کنند.
دريچه هاي مشعل و خروجي سرباره
در اين مناطق از کوره سايش بوسيله ي اکسيداسيون و برخورد سرباره اتفاق مي افتد.در اين مناطق نيز ار ديرگدازهاي منيزيا-گرافيتي با افزودني هاي فلزي استفاده مي شود.
سقف
سقف کوره ي قوس الکتريکي داراي سيستم آب گرد است.و از اين رو در اين مکان ها نياز به استفاده از ديرگدازهاي با کيفيت بالا نيست.فاصله ي ميان الکترودها در اين کوره بوسيله ي مواد مونوليتيک يا اشکال پيش ساخته پر مي شود براي ساختن ورودي الکترودها معمولا از آجرهاي نسوز استفاده مي شود.مواد مورد استفاده در اين مکان ها نيازمند تحمل شک حرارتي بالا هستند.و همچنين بايد مقاومت به سايش خوبي داشته باشند.ديده شده است که ديرگدازهاي آلومينايي در اين مکان ها داراي عملکرد خوبي هستند.
در جاهايي که سقف کوره آجرچيني مي شود، بار گرمايي بالايي بر آن وارد مي شود و همچنين نفوذ سرباره و مواد مذاب در آن بيشتر است.مواد عمليات حرارتي شده ي با بايندر فسفاتي به خاطر مقاومت خوب در برابر تکّه تکّه شدن و نفوذ سرباره و مواد مذاب، براي سقف مناسب مي باشند.
نازل ها
گستره ي وسيعي از نازل هاي بر پايه ي زيرکون (سيليکات زيرکونيوم)و زيرکونيايي پايدار شده وجود د ارد.اين نازل ها در اندازه و شکل هاي متنوع ساخته شده اند.
صنعت مس
در صنعت مس آجرهاي کروميتي-منيزيايي با پيوند مستقيم (Chrom Brick Direct Bonded) متداولترين نوع ديرگدازي است که رد سراسر دنيا استفاده مي شود.
توده ي مذاب مس با استفاده از ذوب کننده هاي تابشي (Flash Smelters) و کوره ي انعکاسي (reverberatory Furnaces: کوره هايي که گرما را از سقف به سوي مواد در حال گداختن منعکس مي کند)
کوره هاي تابشي (Flash Furnace) داراي مزاياي بيشتري نسبت به کوره هاي انعکاسي است.مخصوصاً اين کوره ها مصرف سوخت کمتري دارند و محصول بيشتري توليد مي کنند.
انواع ديگر از ذوب کننده ها و ادوات مورد استفاده در صنعت مس عبارتند از:
1)کوره ي ايسا (Isa Furnace)
2)کنورتورهاي اسميت پير (Pieree smith Convertors)
3)کوره هاي پالايش آنودي (Anode refining Furnaces)
4)کوره هاي دوّار نگهدارنده (Rotary Holding Furnace)
5)کوره هاي قوس الکتريکي تميز کننده ي سرباره (Cleaning electric Arc Furnace Slag)
6)و...
فرآيند تولدي مس يا به صورت سنتّي و يا به صورت پيشرفته انجام مي شود که در هر دو نوع از اين فرآيندها ديرگدازهاي کروميتي-منيزيايي استفاده مي شوند.اين مواد به همراه مواد آلومينوسيليکاتي براي آسترکاري خطوط توليد استفاده مي شوند.همچنين براي استرکاري اين بخش هاي گستره ي وسيعي از ملات ها (mortars)و مواد مونوليتيک وجود دارد.
فرآيند ذوب (Smelting Proces)
جداره هاي اوليّه که براي ذوب کردن از آنها استفاده مي شود، کوره هاي تابشي، کوره هاي انعکاسي و يا کوره هاي قوس الکتريکي هستند.آستر اين کوره ها عمدتاً تحت حمله ي سرباره و گازهاي گوگرد دار قرار مي گيرند.سرباره ي موجود در اين فرآيند مقادير بالايي اکسيد آهن و سيليس دارد که هر دوي اين مواد با ديرگدازهاي منيزيايي واکنش مي دهند و منيزيوفريت (Magnesio-Ferrite)و فورستريت تشکيل مي شود.همچنين سولفور موجود در اتمسفر گازي نيز با منيزيا واکنش مي دهد و سولفات منيزيم تشکيل مي شود.همه ي واکنش هاي اتفاق اتفاده در اين نوع ديرگدازها با انبساط حجمي همراه است و همين امر موجب ترک خوردن بخش پشتي سطح در حال برخورد با سرباره مي شود. ترک هاي بوجود آمده نهايتاً موجب آسيب ديدن آستر ديرگداز مي شوند.
ديرگداز از کروميت-منيزيايي با پيوند مستقيم (Magnesite chrome refractories direct bonded)براي استفاده در مکان هايي که در برخورد با سرباره ي مس است، ترجيح داده مي شود.اين نوع ديرگداز تحمل بيشتري در برابر سرباره هاي اسيدي دارد.
کنورتور:
کنورتور مورد استفاده در صنعت مس نيز مانند کوره ي فرآيند ذوب بايد توانايي استقامت در برابر سرباره و گازهاي سولفوردار را داشته باشد.بنابراين شرايط محيطي ديرگدازهاي مورد استفاده در اين صنعت نيز مانند ديرگدازهاي مورد استفاده در کوره است.در اين محل نيز بايد از ديرگدازهاي منيزيا-کروميتي با استحکام، در دماهاي بالا و مقاوم در برابر شک هاي حرارتي، استفاده شود.
کوره ي آندي (Anode Furnace)
سرباره ي کمي در کوره ي آندي وجود دارد.امّا آستر ديرگداز موجود در اين کوره در تماس با مذاب مس و اکسيد مس است.(مس مذاب نفوذپذيري بالايي دارد).نفوذ مذاب مس در ديرگدازهاي اين بخش موجب پديد آمدن ترک هايي مي شود که در نهايت اين ترک ها باعث تخريب ديرگداز مي شوند.
کوره پالايش سرباره (Slag cleaning Furnace)
اين کوره به خاطر کار با سرباره، نيازمند داشتن ويژگي هاي خاصّي است.ديرگدازهاي مورد استفاده در اين بخش بايد رسانايي گرمايي مناسبي داشته باشند (رسانايي گرمايي بالا).مواد کروميتي-منيزيايي با بايندر مستقيم ديرگدازي است که براي آسترکاري اين بخش مصرف مي شود.در واقع اين ديرگدازها به خاطر نفوذپذيري کم سرباره در آنها و مقاومت خوب در برابر سرباره استفاده مي شوند.
صنعت آلومينيوم
ديرگدازهاي مورد استفاده در صنعت آلومينيوم عموماً در چندين وسيله مورد استفاده قرار مي گيرند اين وسايل عبارتند از:
1)کوره هاي پخت آنودي (Anode Beking Furnace)
2)کوره هاي نگهدارنده/ذوب (Melting/Holding Furnace)
3)کوره هاي القايي (Induction Furnace)
4)پاروها (ladles)و مجاري پالايش (launders)
معمولي ترين ديرگدازهاي مورد استفاده در صنعت آلومينيوم عبارتند از:
1)خاک نسوز با کارايي بالا (Super duty Fire cly)و آجرهاي پرآلومينا
2)آجرهاي پرآلوميناي با بايندر فسفاتي
ويژگي هاي خاص مورد نياز براي ديرگدازهاي صنعت آلومينيوم عبارتند از:
1)مقاومت در برابر نفوذ آلومينيوم
2)استحکام بالا
3)مقاومت به خوردگي بالا
گستره ي وسيعي از محصولات ديرگداز براي برطرف شدن نيازهاي مختلف صنعت آلومينيوم به خدمت گرفته مي شود.ديرگدازهايي که در تماس با آلومينيوم هستند از نوع ديرگدازهاي ريختني با سيمان کم و يا بسيار کم هستند.اين ديرگدازها داراي خاصيت عايق کاري هستند.و به صورت محصولاتي با دانسيته ي بالا توليد مي شوند. اين محصولات نه تنها با آلومينا واکنش نمي دهند بلکه با مذاب آلومينا ترشوندگي ندارند.
صنعت سيمان
سيمان توليدي از مجموعه اي از کوره ها و خشک کن ها عبور مي کند.اين ادوات از کوره ي پخت کلينکر گرفته تا کوره هاي کلسينه کننده نيازمند به آسترکاري هستند.ديرگدازهاي مورد استفاده در صنعت سيمان در قسمت هاي زير مصرف مي شوند:
1)پيش کلسينه کننده ها (Per Calciners)
2)کوره ي دوار (rotary kiln)
3)سرد کننده ها (Coolers)
4)مجراها (Ducts)
کوره ي دوّار موجود در يک کارخانه ي سيمان به عنوان قلب آن کارخانه تلقّي مي شود.اين بخش به صورت مستقيم بر روي توليد کارخانه تأثير دارد.با توجه به محل احداث کارخانه و کيفيت مواد اوليّه، نوع ديرگدازهاي مصرفي در صنعت سيمان تغيير مي کند.
ديرگدازهايي که عموما در اين صنعت مصرف دارند عبارتند از:
1)دولوميت
2)اسپينل کروميت-منيزيايي (Magnesia-chrome Spinel)
3)اسپينل آلومينا-منيزيايي (Magnasia-Alumina Spinel)
4)خاک نسوز
5)پرآلومين
نواحي از کوره ي پخت که با کلينکر سروکار دارد را معمولا از ديرگدازهايي دولوميتي آسترکاري مي کنند.که در واقع مزاياي ديرگدازهاي دولوميتي در سراسر جهان مورد تأييد قرار گرفته است.اين مسئله آشکار شده است که سازگارترين ماده براي کوره ي کلينکر، دولوميت است.و همچنين اين ماده کوتينگ مناسبي ايجاد مي کند.اين ديرگدازها را با افزودن مقادير زياد از زيرکونيا در مقابل رشد ترک محافظت مي کنند.
بخش هاي مختلف کوره ي دوار از آجرهاي اسپينلي منيزيا-آلومينايي و آجرهاي پرآلومينا (45%-80Al2O3)آسترکاري مي شوند.آجرهاي اسپنلي منيزيا-آلومينايي داراي خواص ترمومکانيکي و ترموالاستيکي بالا هستند و آجرهاي پرآلومين نيز استحکام بالايي دارند.
صنعت شيشه
کوره هاي صنعت شيشه داراي شرايط کاري زير هستند:
1)دماي کاري بالا
2)نياز به عايق بودن
3)سرعت کشش بالا و سرعت ذوب پايين
4)بخارات خورنده و غبارت مواد اوليّه
ديرگدازهاي مورد مصرف در کوره هاي ذوب شيشه معمولا در نواحي زير مصرف مي شوند:
1)ذوب کننده (melter)
2)پالايش دهنده (refiner)
3)داگ هوس (Dog house)
4)خروجي هاي کوره
مواد ديرگداز زيرکونيايي براي استفاده شدن در کوره هاي ذوب شيشه مناسب هستند.زيرا اين ديرگدازها به آساني با شيشه مذاب ترشوندگي ندارند و همچنين واکنش کمي با مذاب شيشه دارند.
ذوب کننده / پالايش دهنده
ديرگدازهاي مورد نياز براي ساخت اين بخش ها بايد خواصي از جمله ي خواص زير داشته باشند:
1)مقاومت بالا در برابر بخارات قليايي
2)استحکام بالا در دماهاي بالا
3)مقاومت بالا در برابر خوردگي
سقف :
سقف کوره هاي ذوب شيشه از مواد ديرگداز عايق ساخته مي شوند تا ميزان اتلاف گرمايي کاهش يابد.
خواص مهم ديرگدازهاي مورد استفاده در اين بخش عبارتست از:
1)فاکتور سيلان (Flux Factor)بسيار پايين در دماهاي بالا(0.5>)
2)کوارتز باقيمانده ي بسيار پايين (0.5%>).اين مسئله باعث مي شود تا پايداري حجمي در دماي کاربري بالا رود.
3)مقاومت بالا در برابر بخارت قليايي
ريژنراتورها (Regenerators)
ريژنراتورها گذرگاه هاي تکي يا چندگانه اي است که براي بازيابي انرژي از آنها استفاده مي شود.
احتياج اساسي توليد کننده ي شيشه از يک ريژنراتور، ماکزيمم کردن گرماي بازيابي از گازهاي خروجي کوره و پيش گرم کردن هواي ورودي به کوره است.
براي اپتيم کردن بازيافت انرژي و افزايش طول عمر ديرگدازهاي مصرفي در اين ناحيه بايد ديرگدازهايي را انتخاب کنيم که خواص زيرا را دارند:
1)مقاومت بالا در برابر شک حرارتي
2)استحکام بالا در دماهاي بالا
3)مقاومت در برابر خزش در دماي کاربرد
4)انتقال گرماي بالا



.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)


.jpg)
.jpg)

.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg) لعاب از سرامیک بستر بزرگ تر باشد، لعاب ممکن است در طی فرآیند سرد کردن (در طی پخت) بشکند. هنگامی که غلظت یون سدیم و پتاسیم در لعاب بیشتر باشد، ترک ها بیشتر پدید می آیند. هنگامی که سرعت سرد کردن بالا رود ترک های حاصل ریزتر می شوند.
لعاب از سرامیک بستر بزرگ تر باشد، لعاب ممکن است در طی فرآیند سرد کردن (در طی پخت) بشکند. هنگامی که غلظت یون سدیم و پتاسیم در لعاب بیشتر باشد، ترک ها بیشتر پدید می آیند. هنگامی که سرعت سرد کردن بالا رود ترک های حاصل ریزتر می شوند..jpg) به لعاب افزوده می شود). ظروف لعاب خورده توسط این نوع لعاب سپس در دمای تقریباً
به لعاب افزوده می شود). ظروف لعاب خورده توسط این نوع لعاب سپس در دمای تقریباً.jpg) پخت می گردند. ظروف تولید شده با این لعاب ها زیبایی خاصی داشته و در کاربردهای تزئینی استفاده می شوند. مثلا کوزه ی لعاب خورده با این لعاب که درکشور کره تولید شده است، درسال 1946 از سوی کشور کره به هاری ترومن رئیس جمهور آمریکا هدیه شد. امروزه این ظرف که 23cm ارتفاع دارد قیمتی برابر با 3 میلیون دلار دارد.
پخت می گردند. ظروف تولید شده با این لعاب ها زیبایی خاصی داشته و در کاربردهای تزئینی استفاده می شوند. مثلا کوزه ی لعاب خورده با این لعاب که درکشور کره تولید شده است، درسال 1946 از سوی کشور کره به هاری ترومن رئیس جمهور آمریکا هدیه شد. امروزه این ظرف که 23cm ارتفاع دارد قیمتی برابر با 3 میلیون دلار دارد..jpg) تجزیه گشته و Cuoباقی می ماند. Cuo تولید نیز با مونواکسیدکربن (CO) موجود در کوره واکنش داده تا ذرات مس در لعاب تشکیل شوند. این ذرات رنگ قرمز به لعاب می دهند.
تجزیه گشته و Cuoباقی می ماند. Cuo تولید نیز با مونواکسیدکربن (CO) موجود در کوره واکنش داده تا ذرات مس در لعاب تشکیل شوند. این ذرات رنگ قرمز به لعاب می دهند..jpg) تشکیل می شود. ترکیب شیمیایی این نوع لعاب ها بسیار مهم است. در آن
تشکیل می شود. ترکیب شیمیایی این نوع لعاب ها بسیار مهم است. در آن .jpg) و
و.jpg) به میزان کم و Pbo به میزان 10-8 درصد وزنی استفاده می شود. رشد کریستال با اضافه شدن fe به لعاب افزایش می یابد. اما این اضافه شدن می تواند همچنین موجب پدید آمدن اثراتی بر سایر دو پانت های اضافه شده به لعاب شود.
به میزان کم و Pbo به میزان 10-8 درصد وزنی استفاده می شود. رشد کریستال با اضافه شدن fe به لعاب افزایش می یابد. اما این اضافه شدن می تواند همچنین موجب پدید آمدن اثراتی بر سایر دو پانت های اضافه شده به لعاب شود..jpg) به عنوان اصلاح کننده و تولید کننده ی کریستال های ویلمایت (Crystals Willemite) استفاده می کنند. (ویلمایت یک مینرال کمیاب از روی است). این تکنیک نیازمند مهارت ویژه است. زیرا افزودن مقادیر زیاد
به عنوان اصلاح کننده و تولید کننده ی کریستال های ویلمایت (Crystals Willemite) استفاده می کنند. (ویلمایت یک مینرال کمیاب از روی است). این تکنیک نیازمند مهارت ویژه است. زیرا افزودن مقادیر زیاد.jpg)
.jpg) برای تولید رنگ سفید در لعاب های زیرکنی (Zircon glaze) استفاده می شود. برای اپک کردن کمتر از
برای تولید رنگ سفید در لعاب های زیرکنی (Zircon glaze) استفاده می شود. برای اپک کردن کمتر از.jpg) استفاده می شود زیرا کریستال های روتایل طلایی رنگ هستند. و بنابراین لعاب را به رنگ زرد در می آورند. ما همچنین می توانیم با تشکیل کریستال لعاب را اپک کنیم (مثلا ولاستونیت:
استفاده می شود زیرا کریستال های روتایل طلایی رنگ هستند. و بنابراین لعاب را به رنگ زرد در می آورند. ما همچنین می توانیم با تشکیل کریستال لعاب را اپک کنیم (مثلا ولاستونیت:.jpg) . این کار بوسیله ی عملیات حرارتی مناسب، حبس کردن گاز (هوا یا
. این کار بوسیله ی عملیات حرارتی مناسب، حبس کردن گاز (هوا یا.jpg) ) ) و یا بوسیله ی جدایش فازی مایع – مایع انجام می شود. لعاب های مات (Matt glazes) بوسیله ی تشکیل کریستال های بسیار کوچک در لعاب بوجود می آیند (مثلا کریستال های ولاستونیت برای لعاب های مات – آهکی و وبلیمایت (
) ) و یا بوسیله ی جدایش فازی مایع – مایع انجام می شود. لعاب های مات (Matt glazes) بوسیله ی تشکیل کریستال های بسیار کوچک در لعاب بوجود می آیند (مثلا کریستال های ولاستونیت برای لعاب های مات – آهکی و وبلیمایت (.jpg) :Willemite ) برای لعاب های مات – زینک). کریستال های ریز ولاستونیت بوسیله ی افزودن کلسیت به لعاب پایه سیلیس تشکیل می شود. یک روش دیگر برای این کار افزودن مقادیر زیادی از ماده ی کریستالی به لعاب است تا در طی فرآیند پخت درصدی از آن به صورت کریستالی باقی بماند
:Willemite ) برای لعاب های مات – زینک). کریستال های ریز ولاستونیت بوسیله ی افزودن کلسیت به لعاب پایه سیلیس تشکیل می شود. یک روش دیگر برای این کار افزودن مقادیر زیادی از ماده ی کریستالی به لعاب است تا در طی فرآیند پخت درصدی از آن به صورت کریستالی باقی بماند
.jpg)
.jpg)
.jpg)
.JPG) است. ضریب انبساط حالت شیشه ای معمولا نزدیک به ضریب انبساط جامد کریستالی است. اگر از سرعت های سرد کردن پایین تر استفاده شود، میزان آسایش ساختار افزایش می یابد. ومایع فوق سرد شده در دمای پایین تر تشکیل می شود. و شیشه ی حاصله ممکن است دانسیته ی بالاتری بدست آورند. (همانگونه که در شکل 1 دیده می شود)
است. ضریب انبساط حالت شیشه ای معمولا نزدیک به ضریب انبساط جامد کریستالی است. اگر از سرعت های سرد کردن پایین تر استفاده شود، میزان آسایش ساختار افزایش می یابد. ومایع فوق سرد شده در دمای پایین تر تشکیل می شود. و شیشه ی حاصله ممکن است دانسیته ی بالاتری بدست آورند. (همانگونه که در شکل 1 دیده می شود) .JPG)
.JPG)
.JPG)
.JPG)
.JPG) طول بوسیله ی وزن خودش تغییر طول می دهد. نرخ تغییر طول یک میلی متر بردقیقه است . در این روش 100 میلی متر از بخش بالایی فیبر بوسیله ی کوره ی خاصی با سرعت گرم شدن
طول بوسیله ی وزن خودش تغییر طول می دهد. نرخ تغییر طول یک میلی متر بردقیقه است . در این روش 100 میلی متر از بخش بالایی فیبر بوسیله ی کوره ی خاصی با سرعت گرم شدن.JPG) گرم می شود.
گرم می شود..JPG)
.JPG) بدست می آید. این جدول همچنین نشان می دهد که یک جامد دارای ویسکوزیته ای بیش از
بدست می آید. این جدول همچنین نشان می دهد که یک جامد دارای ویسکوزیته ای بیش از.JPG) دسی پو آز است. ویسکوزیته ی به طور نمایی با تغییر دما ، تغییر می کند ( همانگونه که در شکل 1 برای انواع شیشه ی سیلیکاتی دیده می شود.) دمای فیکتیو (fictive temperature) دمایی است که در آن ساختار مایع به حالت شیشه ای تبدیل می شود. این دما بوسیله ی تقاطع منحنی های برونیابی شده در حالت دما بالا و دما پایین در نمودار ویسکوزیته – دما بدست می آید. دمای فیکتیو (Tf) مانند Tg به تبدیلات ساختاری شیشه بستگی دارد. البته Tg اندکی کمتر از Tf است.
دسی پو آز است. ویسکوزیته ی به طور نمایی با تغییر دما ، تغییر می کند ( همانگونه که در شکل 1 برای انواع شیشه ی سیلیکاتی دیده می شود.) دمای فیکتیو (fictive temperature) دمایی است که در آن ساختار مایع به حالت شیشه ای تبدیل می شود. این دما بوسیله ی تقاطع منحنی های برونیابی شده در حالت دما بالا و دما پایین در نمودار ویسکوزیته – دما بدست می آید. دمای فیکتیو (Tf) مانند Tg به تبدیلات ساختاری شیشه بستگی دارد. البته Tg اندکی کمتر از Tf است..JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG) دارای سرعت انتقال بار بالایی هستند). در واقع به همین دلیل است که با افزایش دما رسانایی به شدت افزایش می یابد. رسانایی درشیشه های مختلف، متفاوت است.علت آن متفاوت بودن نوع شبکه ی این شیشه هاست. در شیشه هایی که دارای بیش از یک یون قلیایی هستند. پدیده ی جالبی رخ می دهد. رسانایی تولیدی در این نوع شیشه ها به طور مشخصی از شیشه های دارای یک یون کمتر است. این نوع شیشه ها در کاربردهای مختلف مانند لامپ های با توان بالا استفاده می شوند. ثابت دی الکتریک شیشه واقعاً بالاست اما نه به حدی که بتوان از آن در کاربردهای حافظه ای پیشرفته مانند حافظه ی با دستیابی دینامیک و رندوم (DRAMS) استفاده کرد. ظرفیت الکتریکی یک ماده میزان بار ذخیره شده در داخل ماده است. این خاصیت به ضخامت دی الکتریک بستگی دارد. همانطور که ضخامت دی الکتریک کمتر می شود، ظرفیت الکتریکی افزایش می یابد. اما کم کردن ضخامت نیز مشکلاتی به همراه دارد. مثلا با کاهش ضخامت احتمال شکست دی الکتریک بیشتر می شود. شیشه ی سیلیسی دارای مقاومت دی الکتریک بالاتری نسبت به سایر شیشه هاست. اما مقاومت این دی الکتریک نیز در حد دی الکتریک های پلیمری مانند رزین فنولیک نیست.
دارای سرعت انتقال بار بالایی هستند). در واقع به همین دلیل است که با افزایش دما رسانایی به شدت افزایش می یابد. رسانایی درشیشه های مختلف، متفاوت است.علت آن متفاوت بودن نوع شبکه ی این شیشه هاست. در شیشه هایی که دارای بیش از یک یون قلیایی هستند. پدیده ی جالبی رخ می دهد. رسانایی تولیدی در این نوع شیشه ها به طور مشخصی از شیشه های دارای یک یون کمتر است. این نوع شیشه ها در کاربردهای مختلف مانند لامپ های با توان بالا استفاده می شوند. ثابت دی الکتریک شیشه واقعاً بالاست اما نه به حدی که بتوان از آن در کاربردهای حافظه ای پیشرفته مانند حافظه ی با دستیابی دینامیک و رندوم (DRAMS) استفاده کرد. ظرفیت الکتریکی یک ماده میزان بار ذخیره شده در داخل ماده است. این خاصیت به ضخامت دی الکتریک بستگی دارد. همانطور که ضخامت دی الکتریک کمتر می شود، ظرفیت الکتریکی افزایش می یابد. اما کم کردن ضخامت نیز مشکلاتی به همراه دارد. مثلا با کاهش ضخامت احتمال شکست دی الکتریک بیشتر می شود. شیشه ی سیلیسی دارای مقاومت دی الکتریک بالاتری نسبت به سایر شیشه هاست. اما مقاومت این دی الکتریک نیز در حد دی الکتریک های پلیمری مانند رزین فنولیک نیست..JPG)
.JPG)
.JPG) را نشان می دهد. در دمای پایین و در گوشه ی غنی از سیلیس دیاگرام ، فاز مایع به دو بخش مایع با ترکیب شیمیایی متفاوت تبدیل می شود. این دو مایع به صورت دو شکل گنبد مانند در شکل نشان داده شده اند. خط تیره نشان دهنده ی خط تقریبی ناحیه ی امتزاج ناپذیری است. مشکلی که در اندازه گیری این خط وجود دارد. این است که این پدیده در دمای پایین رخ می دهد و از این رو سرعت آن پایین است . و از این رو اندازه گیری آن مشکل است. دراین وضعیت میل جدایش فازی بیشتر از میل به کریستالیزاسیون است . البته کریستالیزاسیون مساعد تر از جدایش فازی است اما به دلیل آنکه جدایش فازی نیازی به باز آرایی اتم ها ندارد، این پدیده رخ می دهد. به عنوان یک قانون کلی برای سیلیس باید گفت که امتزاج ناپذیری با افزودن
را نشان می دهد. در دمای پایین و در گوشه ی غنی از سیلیس دیاگرام ، فاز مایع به دو بخش مایع با ترکیب شیمیایی متفاوت تبدیل می شود. این دو مایع به صورت دو شکل گنبد مانند در شکل نشان داده شده اند. خط تیره نشان دهنده ی خط تقریبی ناحیه ی امتزاج ناپذیری است. مشکلی که در اندازه گیری این خط وجود دارد. این است که این پدیده در دمای پایین رخ می دهد و از این رو سرعت آن پایین است . و از این رو اندازه گیری آن مشکل است. دراین وضعیت میل جدایش فازی بیشتر از میل به کریستالیزاسیون است . البته کریستالیزاسیون مساعد تر از جدایش فازی است اما به دلیل آنکه جدایش فازی نیازی به باز آرایی اتم ها ندارد، این پدیده رخ می دهد. به عنوان یک قانون کلی برای سیلیس باید گفت که امتزاج ناپذیری با افزودن.JPG) افزایش می یابد اما با افزودن
افزایش می یابد اما با افزودن.JPG) کم می شود. در شیشه های وایکور از قوانین جدایش فازی استفاده می شود. در فرآیند تولید شیشه وایکور، شیشه ای پدید می آید که دارای
کم می شود. در شیشه های وایکور از قوانین جدایش فازی استفاده می شود. در فرآیند تولید شیشه وایکور، شیشه ای پدید می آید که دارای.JPG) و 4 درصد تخلخل است.این نوع شیشه به عنوان فیلتر وبیومواد مخصوصا در جاهایی که تخلخل مهم می باشد، استفاده می شود. در فرآیند تولید وایکور، شیشه ای تولید می شود که پس از فرآیند شکل دهی دنس می گردد و شیشه ای با سیلیس خالص پدید می آید که در دمای پایین تر نسبت به کوارتز خالص شکل دهی گشته است
و 4 درصد تخلخل است.این نوع شیشه به عنوان فیلتر وبیومواد مخصوصا در جاهایی که تخلخل مهم می باشد، استفاده می شود. در فرآیند تولید وایکور، شیشه ای تولید می شود که پس از فرآیند شکل دهی دنس می گردد و شیشه ای با سیلیس خالص پدید می آید که در دمای پایین تر نسبت به کوارتز خالص شکل دهی گشته است.jpg) تبدیل می شود. درشیشه های YA پدیده ای به نام پلی مورفیزم (Polymorphism) رخ می دهد
تبدیل می شود. درشیشه های YA پدیده ای به نام پلی مورفیزم (Polymorphism) رخ می دهد .jpg)
.jpg) زیاد باشد اضافی به صورت
زیاد باشد اضافی به صورت.jpg) خارج می شود. اگر این شیشه به روش دمیدن شکل دهی شود، این پلیت لت های
خارج می شود. اگر این شیشه به روش دمیدن شکل دهی شود، این پلیت لت های.jpg)
.jpg) اینچ دارد و معمولا بوسیله ی یک لامپ حلزونی تخلیه می شود. علت استفاده از لامپ های حلزونی این است که طول غیر بار دار این نوع لامپ ها از لامپ های خطی طولانی تر است. لیزر شیشه ای دپ شده با Nd دارای بازدهی بیش از 2% است. این بازده 4 برابر بازده یک لیزر یاقوتی است. به دلیل آنکه رسانایی گرمایی شیشه پایین است بنابراین نیاز به زمان بیشتری برای خنک سازی است.
اینچ دارد و معمولا بوسیله ی یک لامپ حلزونی تخلیه می شود. علت استفاده از لامپ های حلزونی این است که طول غیر بار دار این نوع لامپ ها از لامپ های خطی طولانی تر است. لیزر شیشه ای دپ شده با Nd دارای بازدهی بیش از 2% است. این بازده 4 برابر بازده یک لیزر یاقوتی است. به دلیل آنکه رسانایی گرمایی شیشه پایین است بنابراین نیاز به زمان بیشتری برای خنک سازی است..jpg)
.jpg) یک اکسید سیاه رنگ است اما کمتر از یک درصد وزنی از آن در لعاب ایجاد رنگ آبی تیره می کند (اگر چه در بیشتر موارد از کربنات کبالت استفاده می شود).
یک اکسید سیاه رنگ است اما کمتر از یک درصد وزنی از آن در لعاب ایجاد رنگ آبی تیره می کند (اگر چه در بیشتر موارد از کربنات کبالت استفاده می شود)..jpg) در این گونه لعاب ها بوجود می آید، ویسکوزیته ی لعاب تغییر می کند.
در این گونه لعاب ها بوجود می آید، ویسکوزیته ی لعاب تغییر می کند..jpg) که به صورت کربنات به لعاب افزوده می شود، رنگ لعاب را به صورت قهوه ای در آورده البته این ماده می تواند رنگ قرمز، بنفش و حتی سیاه نیز تولید کند. که این تغییر رنگ به درصد سدیم موجود در لعاب اولیه بستگی دارد. افزودن Cuo به اندازه ی %2-1 وزنی به یک لعاب با سدیم بسیار کم سبب پدید آمدن رنگ فیروزه ای می شود. این درحالی است که افزودن بیش از 3% از این رنگ زا باعث پدید آمدن رنگ سبز یا آبی می شود. اگر درصد Cuo در لعاب افزایش یابد، لعاب ظاهری فلزی مانند مفرغ به خود می گیرد. اگر لعاب دارای 0.3– 2 درصد وزنی Cuo در اتمسفر کاهنده پخت شود، رنگ قرمز مسی پدید می آید. این رنگ به دلیل حضور ذرات کلوئیدی CU درلعاب بوجود می آید.
که به صورت کربنات به لعاب افزوده می شود، رنگ لعاب را به صورت قهوه ای در آورده البته این ماده می تواند رنگ قرمز، بنفش و حتی سیاه نیز تولید کند. که این تغییر رنگ به درصد سدیم موجود در لعاب اولیه بستگی دارد. افزودن Cuo به اندازه ی %2-1 وزنی به یک لعاب با سدیم بسیار کم سبب پدید آمدن رنگ فیروزه ای می شود. این درحالی است که افزودن بیش از 3% از این رنگ زا باعث پدید آمدن رنگ سبز یا آبی می شود. اگر درصد Cuo در لعاب افزایش یابد، لعاب ظاهری فلزی مانند مفرغ به خود می گیرد. اگر لعاب دارای 0.3– 2 درصد وزنی Cuo در اتمسفر کاهنده پخت شود، رنگ قرمز مسی پدید می آید. این رنگ به دلیل حضور ذرات کلوئیدی CU درلعاب بوجود می آید..jpg) (زیر کن وانادیومی آبی رنگ) و
(زیر کن وانادیومی آبی رنگ) و .jpg) ) جایگزین کنیم. در شیشه ی آلایش یافته (Stain glass) می توان یون نقره ی مثبت و مس را جایگزین
) جایگزین کنیم. در شیشه ی آلایش یافته (Stain glass) می توان یون نقره ی مثبت و مس را جایگزین .jpg) کرد.
کرد..jpg) هستند. (معمولا این نوع شیشه ها علاوه بر این مواد دارای
هستند. (معمولا این نوع شیشه ها علاوه بر این مواد دارای .jpg) نیز هستند.) این نوع شیشه نستبا ارزان هستند و دارای دوام خوبی نیز هستند همچنین از این نوع شیشه به طور فراوان در صنعت بسته بندی و ساختمان استفاده می شود. ضریب انبساط حرارتی
نیز هستند.) این نوع شیشه نستبا ارزان هستند و دارای دوام خوبی نیز هستند همچنین از این نوع شیشه به طور فراوان در صنعت بسته بندی و ساختمان استفاده می شود. ضریب انبساط حرارتی .jpg) این نوع شیشه ها ناچیز نیست. همچنین این نوع از شیشه ها عایق های خوبی نیستند. استفاده های عمده از این نوع شیشه در صفحات شیشه ای ،بطری ها ، وسایل غذا خوری و صنعت الکترونیک (حباب لامپ) است. شیشه های آلومینو سیلیکاتی قلیایی (
این نوع شیشه ها ناچیز نیست. همچنین این نوع از شیشه ها عایق های خوبی نیستند. استفاده های عمده از این نوع شیشه در صفحات شیشه ای ،بطری ها ، وسایل غذا خوری و صنعت الکترونیک (حباب لامپ) است. شیشه های آلومینو سیلیکاتی قلیایی (.jpg) = عنصر قلیایی) دارای ضریب انبساط حرارتی پایینی است. این نوع شیشه دارای دوام و خواص عایق کاری بهتری است. وهمچنین نسبت به سایر شیشه های هم گروه استحکام بالاتری دارد. استفاده های این نوع شیشه عبارتست از تیوپ های اختراق، حباب های لامپ هالوژن و به عنوان بسترهای صنعت الکترونیک کاربرد دارد.
= عنصر قلیایی) دارای ضریب انبساط حرارتی پایینی است. این نوع شیشه دارای دوام و خواص عایق کاری بهتری است. وهمچنین نسبت به سایر شیشه های هم گروه استحکام بالاتری دارد. استفاده های این نوع شیشه عبارتست از تیوپ های اختراق، حباب های لامپ هالوژن و به عنوان بسترهای صنعت الکترونیک کاربرد دارد..jpg) . در این نوع شیشه ها Pbo به جای CaO در شیشه ی سودالایمی قرار گرفته است. این نوع شیشه دارای مقاومت بالایی است. همچنین ضریب انبساط حرارتی آن بالاست. و دمای نرم شوندگی پایینی دارد. دلیل آنکه از این نوع شیشه ها در تولید ظروف کریستال استفاده می شود این است که ضریب شکست این نوع شیشه بالاست و علاوه بر این که از این شیشه ها در ظروف تزئینی استفاده می شود، از آنها در ساخت تیوپ های لامپ، لامپ تصویر تلویزیون و تیوپ های ترمومترها استفاده می شود. در ظروف کریستال انگلیسی که به صورت سنتی تولید می شوند، میزان Pbo حداقل 30% است. برطبق رهنمود اتحادیه ی اروپا میزان Pbo باید بیش از 24 درصد باشد. همچنین بر طبق استاندارد اروپا شیشه های کریستال سربی باز یافت نمی شوند. شیشه های سربی که برای ساخت حفاظ های تابشی استفاده می شوند ممکن است دارای بیش از 65% Pbo باشند. کاربرد این گونه شیشه ها در لامپ تصویر تلویزیون است اگر چه شیشه های باریمی برای ساخت صفحه و تابلوهای تلویزیون استفاده می شود. (تفنگ الکترونی تلویزیون اشعه ی x ساتع می کند که این نوع شیشه باید این تابش ها را جذب کند.)شیشه های سرب – بوراتی می توانند به عنوان لحیم های شیشه ای استفاده شوند. این نوع شیشه ها دارای در صد کمی
. در این نوع شیشه ها Pbo به جای CaO در شیشه ی سودالایمی قرار گرفته است. این نوع شیشه دارای مقاومت بالایی است. همچنین ضریب انبساط حرارتی آن بالاست. و دمای نرم شوندگی پایینی دارد. دلیل آنکه از این نوع شیشه ها در تولید ظروف کریستال استفاده می شود این است که ضریب شکست این نوع شیشه بالاست و علاوه بر این که از این شیشه ها در ظروف تزئینی استفاده می شود، از آنها در ساخت تیوپ های لامپ، لامپ تصویر تلویزیون و تیوپ های ترمومترها استفاده می شود. در ظروف کریستال انگلیسی که به صورت سنتی تولید می شوند، میزان Pbo حداقل 30% است. برطبق رهنمود اتحادیه ی اروپا میزان Pbo باید بیش از 24 درصد باشد. همچنین بر طبق استاندارد اروپا شیشه های کریستال سربی باز یافت نمی شوند. شیشه های سربی که برای ساخت حفاظ های تابشی استفاده می شوند ممکن است دارای بیش از 65% Pbo باشند. کاربرد این گونه شیشه ها در لامپ تصویر تلویزیون است اگر چه شیشه های باریمی برای ساخت صفحه و تابلوهای تلویزیون استفاده می شود. (تفنگ الکترونی تلویزیون اشعه ی x ساتع می کند که این نوع شیشه باید این تابش ها را جذب کند.)شیشه های سرب – بوراتی می توانند به عنوان لحیم های شیشه ای استفاده شوند. این نوع شیشه ها دارای در صد کمی.jpg) است و کاملا خنثی است.
است و کاملا خنثی است..jpg) به خاطر ضریب انبساط حرارتی
به خاطر ضریب انبساط حرارتی.jpg) هستند از این رو آنها را می توان به همراه سایر شیشه ها استفاده کرد. شیشه ی بروسیلیکاتی – زنیکی به شیشه های منفعل شهرت دارند. این شیشه ها مواد قلیایی ندارند و از این رو از آنها می توان در ساخت اجزای الکترونیکی سیلیسیمی استفاده کرد.
هستند از این رو آنها را می توان به همراه سایر شیشه ها استفاده کرد. شیشه ی بروسیلیکاتی – زنیکی به شیشه های منفعل شهرت دارند. این شیشه ها مواد قلیایی ندارند و از این رو از آنها می توان در ساخت اجزای الکترونیکی سیلیسیمی استفاده کرد..jpg) برای تولید لفافه های لیتوگرافی نوری (masks photolithography) استفاده می شود. البته به خاطر دمای بالای فرآیند شکل دهی این شیشه ها ؛ می توان به جای آنها از شیشه های وایکور استفاده کرد.
برای تولید لفافه های لیتوگرافی نوری (masks photolithography) استفاده می شود. البته به خاطر دمای بالای فرآیند شکل دهی این شیشه ها ؛ می توان به جای آنها از شیشه های وایکور استفاده کرد..jpg) ) ، این تقویت کننده ها ساخته می شود. کایتون های موجود در این نوع شیشه ها معمولا V و P هستند اما لابراتوار ملی او آ ک ریچ (Oak Ridge National labroatory) یک نوع شیشه ی فسفاتی اندیوم – سربی تولید کرده است که دارای ضریب شکست بالایی است. از ویژگی های دیگر این شیشه می توان به دمای ذوب پایین و خاصیت ترانسپارنتی در برابر گسترده ی وسیعی از طول موج ها را نام برد. به دلیل آنکه این نوع شیشه می تواند درصد بالایی از عناصر خاکهای کم یاب را در خود حل کنند، از آنها در تولید وسایل نوری اکتیو مانند آمپلی فایرهای فیبر اپتیک و لیزرها استفاده می شود. شیشه های فسفاتی دپ شده با Nd در لیزرهای حالت جامد استفاده می شوند. ترکیب شیمیایی نمونه وار از این نوع شیشه عبارتست از
) ، این تقویت کننده ها ساخته می شود. کایتون های موجود در این نوع شیشه ها معمولا V و P هستند اما لابراتوار ملی او آ ک ریچ (Oak Ridge National labroatory) یک نوع شیشه ی فسفاتی اندیوم – سربی تولید کرده است که دارای ضریب شکست بالایی است. از ویژگی های دیگر این شیشه می توان به دمای ذوب پایین و خاصیت ترانسپارنتی در برابر گسترده ی وسیعی از طول موج ها را نام برد. به دلیل آنکه این نوع شیشه می تواند درصد بالایی از عناصر خاکهای کم یاب را در خود حل کنند، از آنها در تولید وسایل نوری اکتیو مانند آمپلی فایرهای فیبر اپتیک و لیزرها استفاده می شود. شیشه های فسفاتی دپ شده با Nd در لیزرهای حالت جامد استفاده می شوند. ترکیب شیمیایی نمونه وار از این نوع شیشه عبارتست از.jpg) است. که در صد Nd بین O.2-2.O درصد مولی است.
است. که در صد Nd بین O.2-2.O درصد مولی است. .jpg) را شیشه های فلورایدی می گویند. کاربرد این نوع شیشه ها در وسایل همسو کننده نوری (optical waveguides) است. و درجاهایی که قیمت توجیه پذیر باشد استفاده می شوند.
را شیشه های فلورایدی می گویند. کاربرد این نوع شیشه ها در وسایل همسو کننده نوری (optical waveguides) است. و درجاهایی که قیمت توجیه پذیر باشد استفاده می شوند..jpg) در صنعت ساخت سرامیک های ویژه ، مواد خام مختلفی استفاده می شوند که اگر بخواهیم به آنها بپردازیم ، هر کدام یک مقاله را به خود اختصاص می دهند. در این مقاله ما سعی می کنیم گروه های اصلی مواد خام طبیعی و مصنوعی را معرف کنیم.
در صنعت ساخت سرامیک های ویژه ، مواد خام مختلفی استفاده می شوند که اگر بخواهیم به آنها بپردازیم ، هر کدام یک مقاله را به خود اختصاص می دهند. در این مقاله ما سعی می کنیم گروه های اصلی مواد خام طبیعی و مصنوعی را معرف کنیم..jpg)
.jpg)
.jpg) (سنگ معدن اصلی آهن)، ایلمنیت
(سنگ معدن اصلی آهن)، ایلمنیت .jpg) (سنگ معدن اصلی تیتانیم .البته علاوه بر تیتانیم این ماده آهن نیز دارد.) ، پیروفانیت
(سنگ معدن اصلی تیتانیم .البته علاوه بر تیتانیم این ماده آهن نیز دارد.) ، پیروفانیت.jpg) نیز یکی از مواد معدنی تیتانیم دار است اما این ماده ی معدنی ماده ای بسیار کمیاب است.
نیز یکی از مواد معدنی تیتانیم دار است اما این ماده ی معدنی ماده ای بسیار کمیاب است..jpg)
.jpg) ترکیب شوند، تشکیل سیلیکات می دهند. سیلیکات ها به تنهایی 90 درصد از سنگ های آذرین را تشکیل می دهند. تمام کانی های سیلیکاتی از گروه های سیلیکات
ترکیب شوند، تشکیل سیلیکات می دهند. سیلیکات ها به تنهایی 90 درصد از سنگ های آذرین را تشکیل می دهند. تمام کانی های سیلیکاتی از گروه های سیلیکات .jpg) تشکیل شده اند.طبقه بندی کانی های سیلیکاتی بر اساس نحوه ی ترکیب این گروه ها انجام می شود. ویژگی مینرال های بوجود آمده ازماگما به ترکیب شیمیایی و دمای ماگما بستگی دارد. نحوه ی کرستالیزاسیون کانی های سیلیکاتی اصلی بوسیله ی واکنش های زنجیره ای Bowen توصیف می گردد که در شکل 2 این واکنش ها را می ببیند. اولوین (Olivine) و فلوسپار کلسیم دار در دمای بالا تشکیل می شوند. و این امکان وجود دارد که در همان ابتدای تشکیل از مذاب جدا شوند. همین طور که دما کاهش می یابد، سایر کانی ها نیز از مذاب به جامد تبدیل می شوند. آخرین کانی هایی که کریستالین می شوند عبارتند از : فلدسپار پتاسیک، میکای موسکویتی (mic muscovite) و کوارتز. این مواد جزء اصلی گرانیت (granite) را تشکیل می دهند.
تشکیل شده اند.طبقه بندی کانی های سیلیکاتی بر اساس نحوه ی ترکیب این گروه ها انجام می شود. ویژگی مینرال های بوجود آمده ازماگما به ترکیب شیمیایی و دمای ماگما بستگی دارد. نحوه ی کرستالیزاسیون کانی های سیلیکاتی اصلی بوسیله ی واکنش های زنجیره ای Bowen توصیف می گردد که در شکل 2 این واکنش ها را می ببیند. اولوین (Olivine) و فلوسپار کلسیم دار در دمای بالا تشکیل می شوند. و این امکان وجود دارد که در همان ابتدای تشکیل از مذاب جدا شوند. همین طور که دما کاهش می یابد، سایر کانی ها نیز از مذاب به جامد تبدیل می شوند. آخرین کانی هایی که کریستالین می شوند عبارتند از : فلدسپار پتاسیک، میکای موسکویتی (mic muscovite) و کوارتز. این مواد جزء اصلی گرانیت (granite) را تشکیل می دهند. .jpg)
.jpg) ، کربنات
، کربنات.jpg) و فسفات
و فسفات.jpg) از سنگ های اولیه در آب حل شوند و رسوب دهی ثانویه در آنها اتفاق افتد. این مواد تشکیل لایه هایی در کف اقیانوس ها و دریاچه ها می دهند و در همان مکان به همدیگر می چسبند. ترکیب سنگ های رسوبی به موارد زیر بستگی دارد:
از سنگ های اولیه در آب حل شوند و رسوب دهی ثانویه در آنها اتفاق افتد. این مواد تشکیل لایه هایی در کف اقیانوس ها و دریاچه ها می دهند و در همان مکان به همدیگر می چسبند. ترکیب سنگ های رسوبی به موارد زیر بستگی دارد:.jpg)
.JPG) یک ماده ی معدنی مهم در صنعت سرامیک است. استفاده ی عمده از این ماده در صنعت شیشه سازی است (حدود 38% از تولید ایالات متحده ی آمریکا در صنعت شیشه سازی مصرف می شود. ) برای مثال حباب های لامپ های با نور سفید (bulbs incandescent lamp) از شیشه های سودالایم تولید می شود که تقریبا 70% از آنها سیلیس است. درصد سیلیس موجود در لامپ های رشته ای می تواند تا حدود %99.8 وزنی نیز برسد.
یک ماده ی معدنی مهم در صنعت سرامیک است. استفاده ی عمده از این ماده در صنعت شیشه سازی است (حدود 38% از تولید ایالات متحده ی آمریکا در صنعت شیشه سازی مصرف می شود. ) برای مثال حباب های لامپ های با نور سفید (bulbs incandescent lamp) از شیشه های سودالایم تولید می شود که تقریبا 70% از آنها سیلیس است. درصد سیلیس موجود در لامپ های رشته ای می تواند تا حدود %99.8 وزنی نیز برسد..JPG)
.JPG)
.jpg)
.jpg)
.jpg) )، این نوع میکا ناپایدار می شود و در حضور کوارتز تجزبه گشته و به فلدسپار پتاسیک و سیلیمانیت (sillimanite) تبدیل می شود.(طبق فرمول زیر):
)، این نوع میکا ناپایدار می شود و در حضور کوارتز تجزبه گشته و به فلدسپار پتاسیک و سیلیمانیت (sillimanite) تبدیل می شود.(طبق فرمول زیر):.jpg)
.jpg)
.jpg) تشکیل می شود. این فرآیند در کریستالیزاسیون اولیه ی کانی های آذرین مانند گرانیت ها و پگماتیت ها (Pegmatites) نیز رخ می دهد.
تشکیل می شود. این فرآیند در کریستالیزاسیون اولیه ی کانی های آذرین مانند گرانیت ها و پگماتیت ها (Pegmatites) نیز رخ می دهد..jpg) را تولید می کند. ایالات متحده ی آمریکا سالانه 75000 تن میکای ورقه ای و ذره ای تولید می کند. اگر چه ایالات متحده ی آمریکا از لحاظ تاریخی تولید کننده ی صفحات میکایی است ولی منابع داخلی این ماده به پایان رسیده و از این رو این کشور تنها به تولید میکای ورقه ای و ذره ای می پردازد.
را تولید می کند. ایالات متحده ی آمریکا سالانه 75000 تن میکای ورقه ای و ذره ای تولید می کند. اگر چه ایالات متحده ی آمریکا از لحاظ تاریخی تولید کننده ی صفحات میکایی است ولی منابع داخلی این ماده به پایان رسیده و از این رو این کشور تنها به تولید میکای ورقه ای و ذره ای می پردازد..jpg) در طبیعت به میزان فراوان وجود ندارد و باید به صورت مصنوعی ساخته شود. این ماده دارای خواص زیادی است که موجب شده تا این ماده برای کاربردهای دما بالا مناسب باشد. مولایت دارای ضریب انبساط حرارتی بسیار کوچکی است.(این مسأله باعث می شود که مولایت مقاومت به شک حرارتی خوبی داشته باشد). این ماده همچنین در دمای بالا مقاومت به خزش خوبی دارد و از همه مهمتر، مولایت به آسانی با شیشه ی مذاب یا سر باره ی فلزات مذاب واکنش نمی دهد و در اتمسفر های کوره ای خورنده پایدار است.
در طبیعت به میزان فراوان وجود ندارد و باید به صورت مصنوعی ساخته شود. این ماده دارای خواص زیادی است که موجب شده تا این ماده برای کاربردهای دما بالا مناسب باشد. مولایت دارای ضریب انبساط حرارتی بسیار کوچکی است.(این مسأله باعث می شود که مولایت مقاومت به شک حرارتی خوبی داشته باشد). این ماده همچنین در دمای بالا مقاومت به خزش خوبی دارد و از همه مهمتر، مولایت به آسانی با شیشه ی مذاب یا سر باره ی فلزات مذاب واکنش نمی دهد و در اتمسفر های کوره ای خورنده پایدار است..jpg) ، بوکسیت و کائولن تولید شود. (کیانیت مینرالی است که به صورت طبیعی در سنگ های دگرگون یافت می شود.) این مخلوط (درنسبت های معین) در دماهای بالاتر از 1600c° زینته می شود. ماده ی زینته شده به این روش دارای 90-85% مولایت است . علاوه بر مولایت درصدی شیشه و کریستو بالیت (یکی از پلی فرم های
، بوکسیت و کائولن تولید شود. (کیانیت مینرالی است که به صورت طبیعی در سنگ های دگرگون یافت می شود.) این مخلوط (درنسبت های معین) در دماهای بالاتر از 1600c° زینته می شود. ماده ی زینته شده به این روش دارای 90-85% مولایت است . علاوه بر مولایت درصدی شیشه و کریستو بالیت (یکی از پلی فرم های .jpg) وجود دارد . آفریقای جنوبی تولید کننده ی عمده ی کیانیت دنیاست این کشور سالانه 165000 تن کیانیت تولید می کند.
وجود دارد . آفریقای جنوبی تولید کننده ی عمده ی کیانیت دنیاست این کشور سالانه 165000 تن کیانیت تولید می کند..jpg)
.jpg) ، آلومینا ، کوراندوم) بیشترین ماده ی شیمیایی غیر آلی است که در صنعت سرامیک استفاده می شود. این اکسید از کانی بوکسیت (bauxite) و بوسیله ی فرآیند بایر (bayer Process) تولید می شود. بوکسیت مخلوطی از اکسید آلومینیوم هیدراته با اکسید آهن
، آلومینا ، کوراندوم) بیشترین ماده ی شیمیایی غیر آلی است که در صنعت سرامیک استفاده می شود. این اکسید از کانی بوکسیت (bauxite) و بوسیله ی فرآیند بایر (bayer Process) تولید می شود. بوکسیت مخلوطی از اکسید آلومینیوم هیدراته با اکسید آهن.jpg) ، سیلیس
، سیلیس.jpg) (به عنوان ناخالصی) تشکیل شده است. این کانی از هوا زدگی و متلاشی شدن سنگ های آلومینیوم دار بوجود می آید که در اغلب موارد جنس سنگ ها از نوع آذرین است. این کانی در مناطق گرمسیری تشکیل می شود. مانند کائولن، بوکسیت نیز می تواند به صورت ذخایر اولیه و ثانویه باشد.
(به عنوان ناخالصی) تشکیل شده است. این کانی از هوا زدگی و متلاشی شدن سنگ های آلومینیوم دار بوجود می آید که در اغلب موارد جنس سنگ ها از نوع آذرین است. این کانی در مناطق گرمسیری تشکیل می شود. مانند کائولن، بوکسیت نیز می تواند به صورت ذخایر اولیه و ثانویه باشد..jpg) است. کریستال های آلومینا می توانند اندازه ی بین o.1 – 25 میکرون داشته باشد. شکل 2 کارخانه ی تولید آلومینا به روش بایر را نشان می دهد.
است. کریستال های آلومینا می توانند اندازه ی بین o.1 – 25 میکرون داشته باشد. شکل 2 کارخانه ی تولید آلومینا به روش بایر را نشان می دهد..jpg)
.jpg) و در فشار کل O.5MPa اتفاق می افتد. همه ی آلومینای هیدراته ی موجود در بوکسیت حل می گردد و به صورت سدیم آلومینات در می آید.طبق فرمول زیر:
و در فشار کل O.5MPa اتفاق می افتد. همه ی آلومینای هیدراته ی موجود در بوکسیت حل می گردد و به صورت سدیم آلومینات در می آید.طبق فرمول زیر: .jpg)
.jpg) به داخل محلول بوجود آمده ،فرآیند ایجاد رسوب تسریع می شود و عمل رسوب زایی ایجاد می شود.
به داخل محلول بوجود آمده ،فرآیند ایجاد رسوب تسریع می شود و عمل رسوب زایی ایجاد می شود..jpg)
.jpg) داشته باشد. این میزان از خلوص برای آلومینا برای بسیاری از کاربردها مناسب است. کنترل دقیق شرایط ته نشست شدن، شستشوی رسوبات و کنترل شرایط کلیناسیون و آسیا ب کردن می تواند موجب تشکیل آلومینایی با خلوص 99.99% شود. قیمت آلومینای کلسینه شده ی معمولی 0.60 دلار بر کیلوگرم است و این قیمت می تواند برای آلومینای کلسینه شده ی با خلوص بالاتر به 2.00 دلار بر کیلوگرم برسد. قیمت گرید متالورژیکی (مناسب برای تولید آلومینوم ) تقریبا ً 150 دلار برتن است.
داشته باشد. این میزان از خلوص برای آلومینا برای بسیاری از کاربردها مناسب است. کنترل دقیق شرایط ته نشست شدن، شستشوی رسوبات و کنترل شرایط کلیناسیون و آسیا ب کردن می تواند موجب تشکیل آلومینایی با خلوص 99.99% شود. قیمت آلومینای کلسینه شده ی معمولی 0.60 دلار بر کیلوگرم است و این قیمت می تواند برای آلومینای کلسینه شده ی با خلوص بالاتر به 2.00 دلار بر کیلوگرم برسد. قیمت گرید متالورژیکی (مناسب برای تولید آلومینوم ) تقریبا ً 150 دلار برتن است. .jpg)
.jpg) می دهند. تشکیل این فاز باعث کاهش دانستیه، استحکام ، مقاومت به شک حرارتی و مقاومت به خوردگی محصول نهایی می شود. جدول 4 درصد
می دهند. تشکیل این فاز باعث کاهش دانستیه، استحکام ، مقاومت به شک حرارتی و مقاومت به خوردگی محصول نهایی می شود. جدول 4 درصد .jpg)
.jpg)
.jpg) و دیگر کانی های منیزیادار تشکیل می شود. منابع پریکاز کمیاب است و ارزش اقتصادی ندارد. منابع اصلی منیزیا ، منیزیت
و دیگر کانی های منیزیادار تشکیل می شود. منابع پریکاز کمیاب است و ارزش اقتصادی ندارد. منابع اصلی منیزیا ، منیزیت.jpg) وهیدرو کسید منیزیم
وهیدرو کسید منیزیم.jpg) است.
است..jpg) است. فرآیند کلسیناسیون موجب تولید دانه های بسیار ریز Mgo با خواص واکنشی بالا می شود. این محصول منیزیای سوز آور(caustic magnesia) نامیده می شود. نوع زینته شده یا پخته شده (dead- burned) منیزیا بوسیله ی کلسیناسیون منیزیم کربنات در دمای بالاتر از
است. فرآیند کلسیناسیون موجب تولید دانه های بسیار ریز Mgo با خواص واکنشی بالا می شود. این محصول منیزیای سوز آور(caustic magnesia) نامیده می شود. نوع زینته شده یا پخته شده (dead- burned) منیزیا بوسیله ی کلسیناسیون منیزیم کربنات در دمای بالاتر از.jpg) تولید می شود. در طی این فرآیند کریستال های واکنش پذیر رشد کرده و از این رو میزان واکنش پذیری آنها کاسته می شود.
تولید می شود. در طی این فرآیند کریستال های واکنش پذیر رشد کرده و از این رو میزان واکنش پذیری آنها کاسته می شود..jpg) در کیلوگرم است.
در کیلوگرم است..jpg)
.jpg) شسته شده ، فیلتراسیون می شود و بوسیله ی فرآیند کلسیناسیون آب گیری می شود. روش دیگر تولید منیزیا بدست آوردن منیزیا از آب شور است. این فرآیند بر پایه ی تجزیه یرسوبات
شسته شده ، فیلتراسیون می شود و بوسیله ی فرآیند کلسیناسیون آب گیری می شود. روش دیگر تولید منیزیا بدست آوردن منیزیا از آب شور است. این فرآیند بر پایه ی تجزیه یرسوبات.jpg) در دمایرسوبات
در دمایرسوبات.jpg) اتفاق می افتد. (طبق واکنش زیر )
اتفاق می افتد. (طبق واکنش زیر ).jpg)
.jpg) ، زیرکونیا) به طور عمده از زیرکن
، زیرکونیا) به طور عمده از زیرکن .jpg) ) بدست می آید. زیرکن مینرالی است که در سنگ های آذرین مانند گرانیت ها و پگماتیت ها تشکیل می شود.
) بدست می آید. زیرکن مینرالی است که در سنگ های آذرین مانند گرانیت ها و پگماتیت ها تشکیل می شود..jpg) به زیرکونیا
به زیرکونیا.jpg) تجزیه می شود. تزریق ماسه های زیرکنی به یک محیط پلاسما (در دمای بالاتر از 6000c° ) باعث تجزیه شدن زیرکن و ذوب شدن آن می شود. در هنگام انجماد مذاب پلاسمایی ، زیرکونیا به صورت ساختار دندریتی انجماد پیدا می کند. و
تجزیه می شود. تزریق ماسه های زیرکنی به یک محیط پلاسما (در دمای بالاتر از 6000c° ) باعث تجزیه شدن زیرکن و ذوب شدن آن می شود. در هنگام انجماد مذاب پلاسمایی ، زیرکونیا به صورت ساختار دندریتی انجماد پیدا می کند. و.jpg) ، تیتانیا) یکی از اجزای تشکیل دهنده ی سنگ های آذرین مانند گرانیت و همچنین به عنوان یکی از مشتقات سنگ های دگرگون مانند گنیس (geneiss) است. این کانی به صورت سوزن های ریزی در نمک ها، میکای بیوتایتی (biotitemica) ، کوارتز و فلدسپار یافت می شود. از لحاظ اقتصادی ذخایر مهم این ماده در سنگ های آذرین ویرجینیا (Virginia) ،کانادا (Canada) و نوروی (Norway) یافت می شود. روتایل (rutile) همچنین یکی از اجزای مهم سنگ های ساحلی است که از فرسایش سنگ های دارای روتایل بوجود آمده اند. این سنگ های ساحلی در استرالیا، فلوریدا و هند وجود دارند.
، تیتانیا) یکی از اجزای تشکیل دهنده ی سنگ های آذرین مانند گرانیت و همچنین به عنوان یکی از مشتقات سنگ های دگرگون مانند گنیس (geneiss) است. این کانی به صورت سوزن های ریزی در نمک ها، میکای بیوتایتی (biotitemica) ، کوارتز و فلدسپار یافت می شود. از لحاظ اقتصادی ذخایر مهم این ماده در سنگ های آذرین ویرجینیا (Virginia) ،کانادا (Canada) و نوروی (Norway) یافت می شود. روتایل (rutile) همچنین یکی از اجزای مهم سنگ های ساحلی است که از فرسایش سنگ های دارای روتایل بوجود آمده اند. این سنگ های ساحلی در استرالیا، فلوریدا و هند وجود دارند..jpg) با اسید سولفوریک در دمای
با اسید سولفوریک در دمای.jpg) نیز تولید می شود. این واکنش به صورت زیر انجام می شود و تشکیل تیتانیل سولفات (Sulfate titanyl) می دهد:
نیز تولید می شود. این واکنش به صورت زیر انجام می شود و تشکیل تیتانیل سولفات (Sulfate titanyl) می دهد:.jpg)
.jpg) باعث تشکیل رسوبات هیدروکسید
باعث تشکیل رسوبات هیدروکسید.jpg) طبق واکنش زیر می شود.:
طبق واکنش زیر می شود.:.jpg)
.jpg) تبدیل می شود.
تبدیل می شود..jpg) : توربین های گازی آینده و اجزای موتورهای دیزل
: توربین های گازی آینده و اجزای موتورهای دیزل.jpg) می گویند.(
می گویند.(.jpg) تشکیل می شود و فرم B در گستره ی دمایی
تشکیل می شود و فرم B در گستره ی دمایی.jpg) تشکیل می شود.
تشکیل می شود..jpg) نیز می رسد. انرژی الکتریکی کل که در طی راه اندازی استاندارد یک توده (کوره) مصرف می شود حدود 2 میلیون کیلو وات ساعت (kwh) است که این میزان تقریبا برابر است با 7 تراژول (7TJ). میانگین توان ورودی به کوره در طی راه اندازی کوره حدود 9000-10000KW است. در دمای بالا کک با
نیز می رسد. انرژی الکتریکی کل که در طی راه اندازی استاندارد یک توده (کوره) مصرف می شود حدود 2 میلیون کیلو وات ساعت (kwh) است که این میزان تقریبا برابر است با 7 تراژول (7TJ). میانگین توان ورودی به کوره در طی راه اندازی کوره حدود 9000-10000KW است. در دمای بالا کک با.jpg)
.jpg)
.jpg)
.jpg) یا بوسیله ی واکنش مستقیم بین عناصر تیتانیم و کربن تولید می شود. فرآیند تولید TiC نیز نیازمند دمای بالای تولید می باشد. دمای کربوراسیون بین
یا بوسیله ی واکنش مستقیم بین عناصر تیتانیم و کربن تولید می شود. فرآیند تولید TiC نیز نیازمند دمای بالای تولید می باشد. دمای کربوراسیون بین.jpg) است.
است..jpg)
.jpg)
.jpg) واکنش می دهد. برای تبدیل کامل مواد به AIN فاکتورهایی مانند اندازه ی ذرات پودر و مخلوط نمودن مناسب مواد مهم می باشند. در دو روش تولید AIN، ناخالصی های اصلی اکسیژن (1.O% وزنی) و کربن (زیر O.O7%wt) هستند. سایر ناخالصی هایی که در این ماده وجود دارد عبارتند از: سیلیسیم، آهن، کلسیم. این ناخالصی ها به طور نمونه وار هر کدام در غلظت هایی زیر 50ppm وجود دارند. فروش جهانی AIN در حدود 200 تن در سال است. قیمت این ماده در گسترده 20- 180 دلار بر کیلوگرم است. این تفاوت قیمت به خاطر کیفیت و ویژگی های پودری AIN است.
واکنش می دهد. برای تبدیل کامل مواد به AIN فاکتورهایی مانند اندازه ی ذرات پودر و مخلوط نمودن مناسب مواد مهم می باشند. در دو روش تولید AIN، ناخالصی های اصلی اکسیژن (1.O% وزنی) و کربن (زیر O.O7%wt) هستند. سایر ناخالصی هایی که در این ماده وجود دارد عبارتند از: سیلیسیم، آهن، کلسیم. این ناخالصی ها به طور نمونه وار هر کدام در غلظت هایی زیر 50ppm وجود دارند. فروش جهانی AIN در حدود 200 تن در سال است. قیمت این ماده در گسترده 20- 180 دلار بر کیلوگرم است. این تفاوت قیمت به خاطر کیفیت و ویژگی های پودری AIN است. .jpg) ) یکی دیگر از کانی های مصنوعی است. این ماده دارای دو فرم کریستالی است .فرم دما پایین آن
) یکی دیگر از کانی های مصنوعی است. این ماده دارای دو فرم کریستالی است .فرم دما پایین آن.jpg) است که این فرم از آن نسبت به فرم β بیشتر ترجیح داده می شود. (به عنوان ماده ی اولیه ) زیرا تغییرات فازی فرم βدر طی فرآیند زینترینگ موجب پدید آمدن تغییرات طولی در ساختار کریستالی می شود. چندین روش برای سنتز پودر
است که این فرم از آن نسبت به فرم β بیشتر ترجیح داده می شود. (به عنوان ماده ی اولیه ) زیرا تغییرات فازی فرم βدر طی فرآیند زینترینگ موجب پدید آمدن تغییرات طولی در ساختار کریستالی می شود. چندین روش برای سنتز پودر.jpg) وجود دارد که این روش ها شبیه به روش های تولید AIN است. این روش ها عبارتند از :
وجود دارد که این روش ها شبیه به روش های تولید AIN است. این روش ها عبارتند از : .jpg) ) با آمونیاک
) با آمونیاک.jpg) در دمای
در دمای.jpg) تولید شده اند. (طبق واکنش زیر)
تولید شده اند. (طبق واکنش زیر).jpg)
.jpg) تولید کرد.( طبق واکنش زیر)
تولید کرد.( طبق واکنش زیر).jpg)
.jpg)
.jpg) حرارت داده شوند.
حرارت داده شوند..jpg) یک ماده ی مناسب برای ساخت بوته ی ذوب فلزات است. علت این مسئله مقاومت به خوردگی استثنائی این ماده است. این ماده همچنین در سلولهای هال – هرولت (Hall- Heroultcells) (فرآیند تولید آلومینیوم ) به عنوان کاتد و در فرآیند تصفیه ی فولاد به عنوان تیوپ های ترموول استفاده می شود.
یک ماده ی مناسب برای ساخت بوته ی ذوب فلزات است. علت این مسئله مقاومت به خوردگی استثنائی این ماده است. این ماده همچنین در سلولهای هال – هرولت (Hall- Heroultcells) (فرآیند تولید آلومینیوم ) به عنوان کاتد و در فرآیند تصفیه ی فولاد به عنوان تیوپ های ترموول استفاده می شود..jpg)
.jpg)
.jpg) گرما داده می شوند تا گرافیت تشکیل شود. برای مثال فرم بسیار خالص از این ماده بوسیله ی حرارت دادن مخلوط کلسینه شده ی کک نفتی و ذغال سنگ در دمای
گرما داده می شوند تا گرافیت تشکیل شود. برای مثال فرم بسیار خالص از این ماده بوسیله ی حرارت دادن مخلوط کلسینه شده ی کک نفتی و ذغال سنگ در دمای.jpg) تولید می شود. دمای بالای این فرآیند باعث می شود تا اتم های کربن به صورت آرایش ورقه ای (ساختار گرافیتی) در آیند. گرافیت مصنوعی را همچنین می توان بوسیله ی رسوب از حالت فاز بخار هیدرو کربن ها در دماهای پایین (حدود
تولید می شود. دمای بالای این فرآیند باعث می شود تا اتم های کربن به صورت آرایش ورقه ای (ساختار گرافیتی) در آیند. گرافیت مصنوعی را همچنین می توان بوسیله ی رسوب از حالت فاز بخار هیدرو کربن ها در دماهای پایین (حدود.jpg) ) تولید کرد.
) تولید کرد.


.JPG)
.JPG)
.JPG) را شکل دهی کرد.
را شکل دهی کرد..JPG) رامی توان به عنوان ماده ی مورد استفاده درساخت قالب استفاده کرد و از آنها در دماهای بالاتر از 1400C° و فشار حدود 80MPa استفاده کرد.گرافیت یکی از پر استفاده ترین مواد در ساخت قالب هاست که می توان از قالب های ساخته شده از آن در دماهای بالاتر از 2200C° و فشارهای بین 10MPa استفاده کرد. مشکلی که وجود دارد این است که استفاده از قالب های گرافیتی نیازمند بوجود آوردن محیط احیایی درطی فرایند پرس کردن است.
رامی توان به عنوان ماده ی مورد استفاده درساخت قالب استفاده کرد و از آنها در دماهای بالاتر از 1400C° و فشار حدود 80MPa استفاده کرد.گرافیت یکی از پر استفاده ترین مواد در ساخت قالب هاست که می توان از قالب های ساخته شده از آن در دماهای بالاتر از 2200C° و فشارهای بین 10MPa استفاده کرد. مشکلی که وجود دارد این است که استفاده از قالب های گرافیتی نیازمند بوجود آوردن محیط احیایی درطی فرایند پرس کردن است..JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG) بیشتر شود.
بیشتر شود..JPG)
.JPG)
.JPG) با مایعات چسبناک مانند پلی وینسیل الکل (PVA ) یا متیل سلولز و آب مخلوط می شوند تا جرمی پلاستیک پدید آورند. جدول 1 لیستی از بدنه های تولید شده بوسیله ی اکستروژن آورده شده است.
با مایعات چسبناک مانند پلی وینسیل الکل (PVA ) یا متیل سلولز و آب مخلوط می شوند تا جرمی پلاستیک پدید آورند. جدول 1 لیستی از بدنه های تولید شده بوسیله ی اکستروژن آورده شده است. .JPG)
.JPG)
.JPG)







.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)









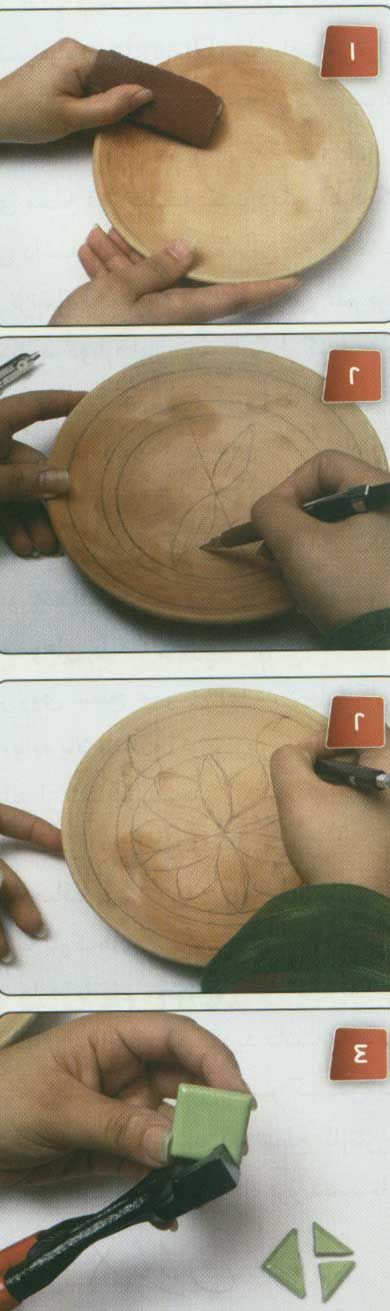
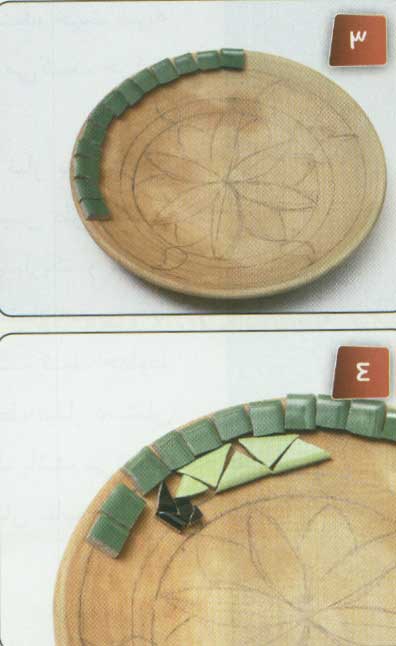




.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)




 سرامیک مشتق از کلمه keramos یونانی است که به معنی سفالینه یا شئی پخته شده است. در واقع منشا پیدایش این علم همان سفالینههای ساخته شده توسط انسانهای اولیه هستند. در واقع قبل از کشف و استفاده فلزات، بشر از گلهای رس به علت وفور و فراوانی آنها و همچنین شکلگیری بسیار خوب آنها در در صورت مخلوط شدن با آب و درجه حرارت نسبتاً پایین پخت آنها استفاده میکرد. آلومینوسیلیکاتها که خاکهای رسی خود آنها به حساب میآیند، از عناصر آلومینیوم، سیلیسم و اکسیژن ساخته میشوند که این سه عنصر بر روی هم حدود 85 درصد پوسته جامد کره زمین را تشکیل میدهند. این سه عنصر فراوانترین عناصر پوسته زمین هستند.
سرامیک مشتق از کلمه keramos یونانی است که به معنی سفالینه یا شئی پخته شده است. در واقع منشا پیدایش این علم همان سفالینههای ساخته شده توسط انسانهای اولیه هستند. در واقع قبل از کشف و استفاده فلزات، بشر از گلهای رس به علت وفور و فراوانی آنها و همچنین شکلگیری بسیار خوب آنها در در صورت مخلوط شدن با آب و درجه حرارت نسبتاً پایین پخت آنها استفاده میکرد. آلومینوسیلیکاتها که خاکهای رسی خود آنها به حساب میآیند، از عناصر آلومینیوم، سیلیسم و اکسیژن ساخته میشوند که این سه عنصر بر روی هم حدود 85 درصد پوسته جامد کره زمین را تشکیل میدهند. این سه عنصر فراوانترین عناصر پوسته زمین هستند.